The future generation of cement kiln technology
 KHD Humboldt Wedag
KHD Humboldt Wedag
 [2]
[2]
 Nanjing Sinoma
Nanjing Sinoma
 OneStone Consulting
OneStone Consulting
 [7]
[7]
 Fives FCB
Fives FCB
 KHD Humboldt Wedag
KHD Humboldt Wedag
 FLSmidth
FLSmidth
 Rockwell Automation
Rockwell Automation
 thyssenkrupp Polysius
thyssenkrupp Polysius
 QLAR
QLAR
 OneStone Research
OneStone Research
 Calix Global
Calix Global
 thyssenkrupp Polysius
thyssenkrupp Polysius
 Coolbrook
Coolbrook
 SaltX Technology
SaltX Technology
 VTT
VTT
 OneStone Research
OneStone Research
 OneStone Consulting
OneStone Consulting
 KHD Humboldt Wedag
KHD Humboldt Wedag
The latest cement kiln technology comprises the preheating system, calciner, rotary kiln and grate cooler. State-of-the-art systems allow clinker capacities of 12000 tons per day (t/d) and more. But, due to the greenhouse gas net-zero projections, the technology is in discussion and a number of new ideas for the replacement of the existing technology are coming up concerning how clinker can be produced in the future. However, the reality is that the existing technology is well advanced and it is difficult for alternatives to enter the market. This article outlines what you need to know today about the subject.
1 Introduction
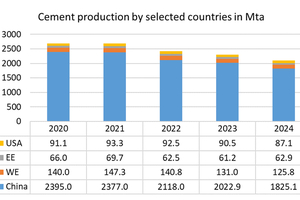
A few years ago, market experts explained that we will be doubling the number of buildings in the next 40 years and that each month construction amounting to the equivalent of NYC is required. However, the projections for the cement industry are not that simple. In a white paper [1] on the long-term forecast for cement and clinker demand the World Cement Association (WCA) stated that by 2050 cement demand is likely to be much lower than current forecasts, at around 3000 million t/a (Mta). Take for example cement production in China and Europe in the last few years (Figure 1) as reported in [2], which provided data for the WCA projection. From 2022 to 2024 alone, China’s production decreased by -4.5% in 2023 and -9.8% in 2024. This corresponds to a production loss of almost 293 Mt/a, which is larger than the combined production of 278 Mt/a in Europe (excl. Türkiye) and the USA in 2024.
Anyhow, future cement and clinker demand will have a huge impact on the future cement production technology, which has been dominated for almost 50 years by pyro-processing lines with advanced precalciners and rotary kilns. There are several people who want us to believe that this will change dramatically because of the fact that today the cement industry is responsible for 7% or more of global carbon emissions and that by 2050 net-zero CO2 emissions are possible as outlined in the roadmaps by the cement industry [3]. To achieve net-zero emissions several measures are under review, such as improving the cement and clinker production technology, reducing the clinker factor, reducing fossil fuels and electrifying power consumption with green solutions. Also, the natural re-carbonisation of concrete is being considered for a significant CO2 reduction, although this is being discussed quite controversially [4].
2 Conventional kiln technology
2.1 Pyroprocessing advancements
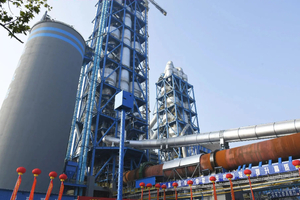
The first pre-calciners with tertiary air duct were launched in the cement industry in 1971 [5]. The objective was to significantly reduce the power consumption for the cement making process, to increase the throughput of the pyro-processing plant and to achieve a more stable kiln operation. Modern systems are designed for throughputs of up to 15000 t/d, but are still differentiated by the number of cyclone-stages of the preheater, the number of preheater strings and the rotary kiln size to achieve a certain throughput. The exhaust gas temperature at the preheater is a measure for the energy efficiency of the kiln system. The more cyclone-stages the preheater has, the lower is the exhaust gas temperature. Up to 7-stage preheaters have been constructed (Figure 2), but the optimum seems more likely to be 6-stages in a 1-string-system. This achieves exhaust gas temperatures of below 250 °C.
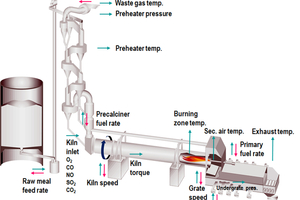
Figure 3 shows an illustration of a modern kiln system with the input and output variables for the process control system [6]. A distinction can be made between active and passive process parameters. Only a relatively small number of active parameters can be modified for the process control. These are the fuel supply rates at the precalciner and at the kiln, the quantity and quality of the preheater raw meal, which is precisely metered and monitored, as well as the kiln system fan, kiln rotation speed, cooling air flow rate and reciprocating grate operating speed. The most important passive measurement and control variables for the kiln system include the various system temperatures and gas streams, as well as emission rates and other quality parameters. In modern systems, about 60% of the fuel is required in the secondary burners of the calciner and 40% in the primary burners for the kiln. Up to 65-67% fuel rate to the calciner has been achieved, but this did not have a much higher effect on the systems efficiency.
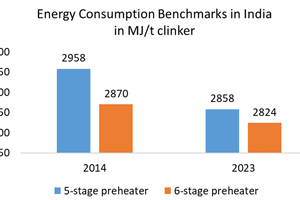
When it comes to the energy efficiency, the Indian cement industry is one of the best performers among its peers in the world [7]. The Indian cement industry comprises more than 150 integrated cement plants. The top 10 Indian plants have an electrical specific energy consumption of less than 70 kWh/t cement and a thermal specific energy consumption of less than 2887 MJ/t clinker. The best achieved energy consumption by an Indian cement plant is 56.1 kWh/t cement and 2824 MJ/t clinker for 6-stage preheater plants and 2858 MJ/t for 5-stage preheater plants. The average measured performance is about 3038 MJ/t clinker. Figure 4 shows how the benchmarks for the thermal energy consumption have been improved from 2014 to 2023. In the ten years of measurement it has become clear that 6-stage preheaters provide the best benchmark. However, in terms of improving the energy efficiency, the 5-stage preheater has been improved by 3.4%, while the 6-stage preheater could be improved by only 1.6%. With a 6-stage preheater, the waste gas temperature could be reduced in 2023 to 230°C.
2.2 Modular preheater solutions
Today, almost all parts of the pyroprocessing system are of a modular design. Customers can choose from different options, such as using high-efficiency cyclones, which offer lowest pressure drops, lowest wear rates, smaller volumes and footprint, while achieving the highest performance in velocities and particle separation. The biggest challenges are the integration of a suitable DeNOx-system for the calcination technology /8/ and the substitution of fossil fuels with alternative fuels [9] (Figure 5). Anyhow, almost all kiln system suppliers offer integrated solutions, where the different requirements can be fulfilled with modular systems. These solutions allow, for example, low NOx levels of nearly 500 mg NOx/Nm3 without using secondary downstream measures such as selective catalytic reduction (SRC) systems. For the utilisation of a large range of alternative solid waste fuels with different qualities, including coarse fractions, specific burning chambers are now available. However, breakthrough technologies are not in sight [10].
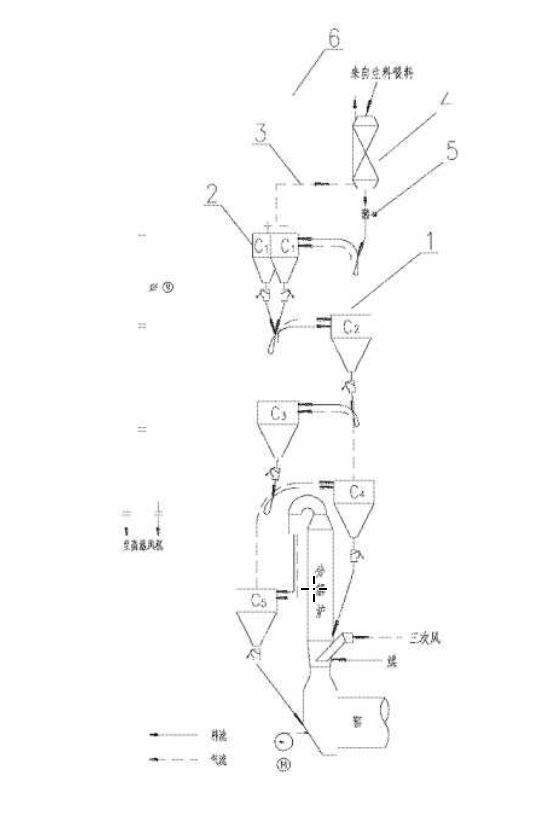
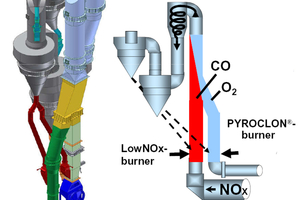
Figure 6 shows an illustration of such a preheater system. In a low-NOx precalcining system the primary combustion takes place in the rotary kiln under optimum clinker burning conditions, while a second combustion point is located at the kiln inlet in order to produce a reducing atmosphere to reconvert nitrogen oxide to elementary nitrogen. In the combustion chamber of the precalciner, tertiary air can be used to generate another reducing burning atmosphere to bring the NOx formation to an even lower level. This concept of staged combustion in combination with low-NOx-burners is state-of-the art. Low-NOx-burners are now available for practicable all kind of fossil fuels and alternative fuels. The designs from the different suppliers vary in detail, but have in common a multi-channel design, where fuel and air are injected through concentric tubes. The primary air proportion is reduced to about 5-10 % of that required for stoichiometric combustion.
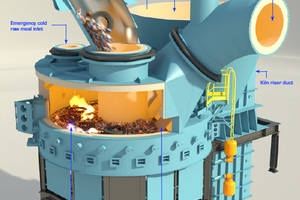
Major design improvements have been made with the co-processing of alternative fuels and the combustion in separate chambers in the calcining system, which are now similar to reactors or pyrolyzers. The reason behind this is to burn more different alternative fuels more efficiently. The systems also have to be suited to alternative fuels, such as carbon-neutral biomass fuels, as well as refuse-derived fuels (RDF) and other solid recovered fuels (SRF) from municipal solid waste (MSW). The development mainly started with the Hotdisk reactor (Figure 7) from FLSmidth, which has been further developed in the last 20 years and allows the combustion of almost any solid fuels. The trend today is a lower alternative fuel pre-processing depth, which can be fulfilled more easily in preheater/calciner new-builds than in upgrades of existing systems, due to space and height problems. However, there are also low-space solutions on the market.
2.3 Process control and requirements
Advanced process control (APC) of the kiln system is one of the major parts of the digital transition of the cement industry [11] to overcome an inefficient and unstable production process and a fluctuating clinker quality. The latest model predictive control (MPC) systems avoid these negative outcomes by stabilising preheater, kiln and cooler operations, resulting in significant production increases, fewer cyclone blockages and fewer kiln ring formations. This can also include high feed rates for alternative fuels and fuel mixes, while ensuring a consistent clinker quality and reduced emissions. How MPC can reduce the process variability and enhance the stability is illustrated in Figure 8 for the clinker quality given as an example. It shows the different results before an optimisation, during the longer tests and finally after the process is pushed to the limits.
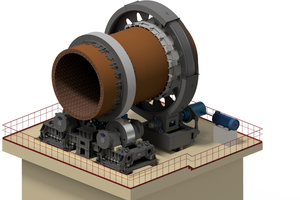
However, beside the controllers and control system, such proactive APC systems also require certain technical solutions in the kiln system. One example is an appropriate sizing of the rotary kiln for high alternative fuel rates. Some years ago when alternative fuel rates were lower, there was a trend to shorter kilns and the usage of 2-support kiln technology. Practically, 2-support kilns (Figure 9) are well advanced with L/D ratios of up to 15 and self-aligning pinions, without the need for splined tyres as in direct driven kilns. However, due to a high use of alternative fuels and the inconsistency of fuel mixes with different parameters and humidity, a constant fuel burn cannot be guaranteed in the calciners. Therefore, longer calcination sections in the kiln are required than is possible with 2-support kilns. This is the reason why 3-support kilns are returning, as can be seen for example in India or other world regions.
Another challenge arises with higher alternative fuel rates. We all know that in some plants almost 100% alternative fuel rates are achieved. But at locations where such appropriate fuels with high calorific values for kiln starts and stable heat transfer are not available, then conventional fuels such as coal dust need to be fired additionally. On the basis of the well-known Multicell system (Figure 10), Qlar has developed a new dosing system for coal dust, which allows precise coal dust feeding with a control range of 1:100 and lowest feed rates of 0.3 t/h. Older systems were only allowing minimum rates of 2.5 t/h, which means that the new system offers a huge advantage, in saving fuel costs and reducing CO2 emissions. It only has to be guaranteed that the signals from the kiln system provide the input parameters for running the coal dust feeder, which shows the complexity of today’s systems.
3 Low-carbon kiln alternatives
3.1 CCS technologies
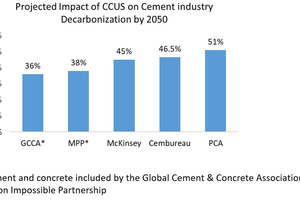
In the global cement industry, carbon capture and storage technologies are projected to reduce those CO2 emissions from the production which are not abated by the other more conventional measures. Every projection about the impact of CCS/CCUS technologies that we see in roadmaps by the cement industry associations or advisors looks different (Figure 11). All projections estimate a huge impact of CCS/CCUS schemes, otherwise a net-zero cement production is not realistic. However, we also need to be realistic that a global projection depends much more on the cement demand in China and India than in the rest of the world such as in the USA and Europe. The projections are not sharp because of the huge investment and operation costs for CCS/CCUS measures, which should also take into account investments and transportation costs [12], as well as liquefaction and injection costs for underground storage.
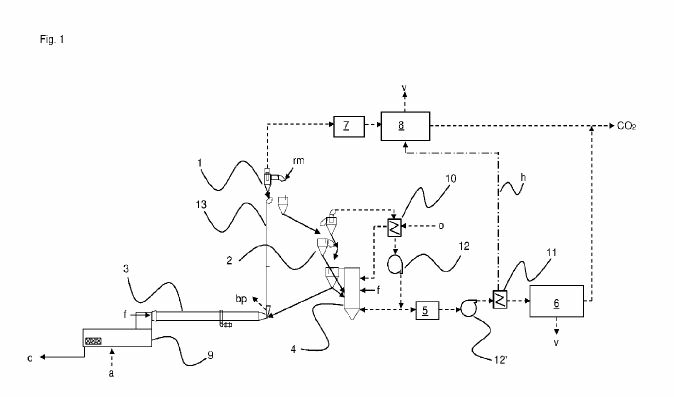
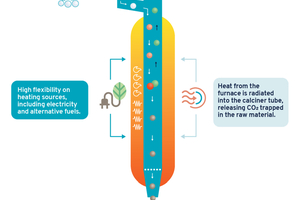
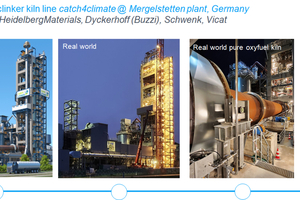
In principle, three basic carbon capture technologies can be used by the cement industry [13]. Separation of the CO2 from indirect calcination, the Oxyfuel process with the substitution of process air by pure oxygen and finally post combustion processes, which are not covered here because the pyroprocessing system needs no modification. Accordingly, the first two options need a modification of the kiln system. In the Leilac separation process, a special reactor replaces the conventional calciner in order to separate the process CO2 from the limestone calcination. The technology is based on indirect heating of the cement raw material via a reactor in the form of a special steel tube within the calciner (Figure 12). The advantage is that the pure process CO2 can be captured as it is decomposed from the CaCO3, while the kiln exhaust gases are kept separate. The system can be applied to existing and new kilns and the carbon capture requires no additional use of heat or any other commodities.
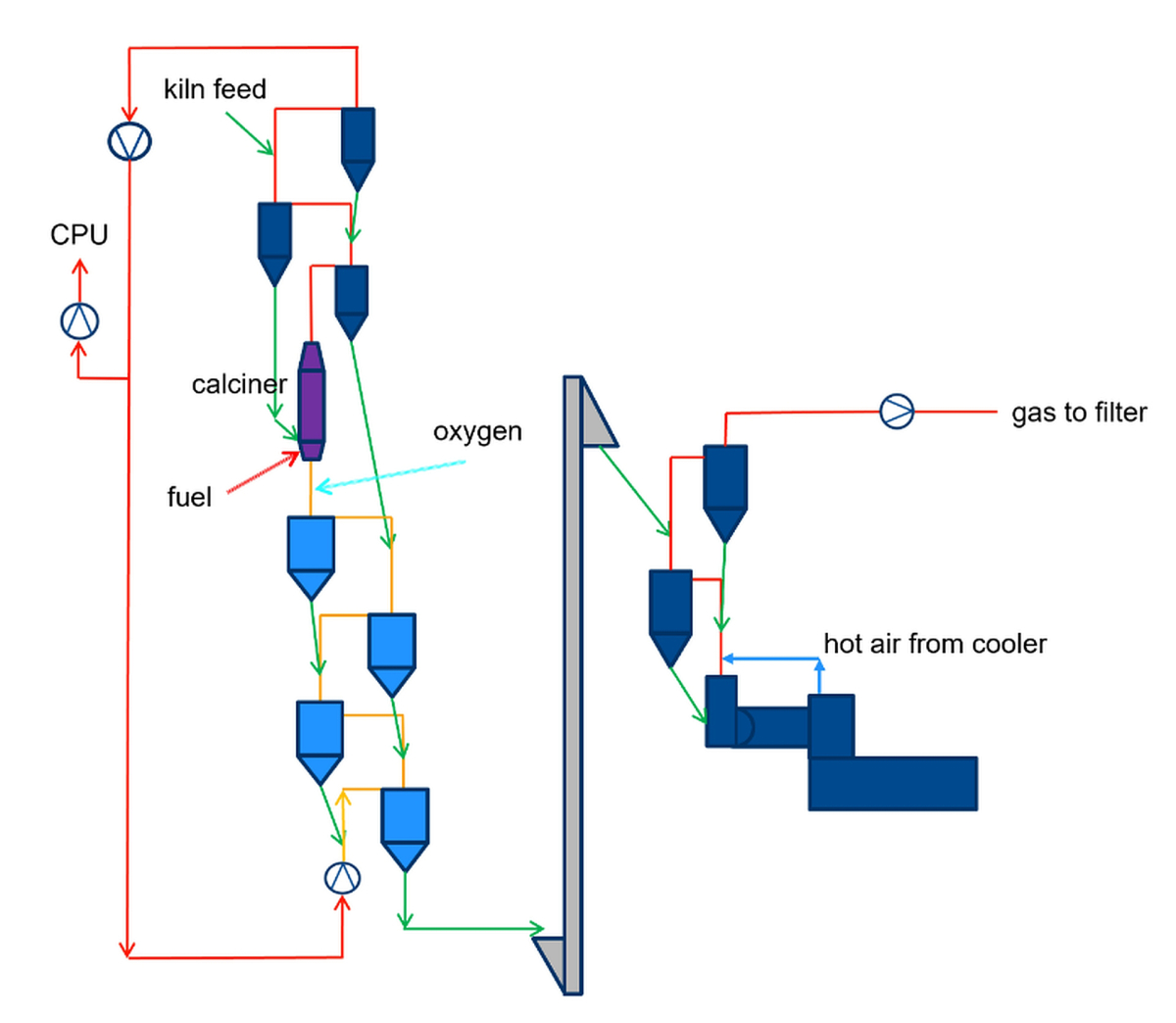
The Oxyfuel technology creates a kiln exhaust gas of highly-concentrated CO2. Today, the technology is offered to the cement industry by five different suppliers. In the process, pure oxygen replaces ambient air in the clinker production process. As the nitrogen content of the air is no longer present, the CO2 concentration in the kiln exhaust gas can be increased up to 100%. Accordingly, an efficient CO2 separation can be used for the downstream utilisation or storage of carbon dioxide. tk Polysius developed the Oxyfuel 2.0 version (Figure 13) to eliminate the preheater exhaust gas recirculation, as envisaged in Oxyfuel 1.0 solutions. Accordingly, the gas volume in the system can be considerably reduced. For cement producers, Oxyfuel systems could lead to reduced investment and operating costs when compared with other CCS solutions. However, an air separation unit (ASU) has to be added to the process to provide pure oxygen, while ambient air has to be used for clinker cooling and separated from the oxygen flow.
3.2 Electrical and plasma kiln solutions
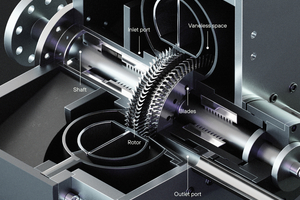
Electrification of the process heat in clinker manufacturing is still at an early stage. However, it’s of great interest to the cement industry. The indirect Leilac heating system, mentioned in the chapter before, is one of the possible solutions. But today there are also other developments. Coolbrook has developed the RotoDynamic HeaterTM (Figure 14). According to the inventors, this device brings together space science, turbomachinery and chemical engineering and can replace conventional fossil-fired furnaces and kilns in industrial heating processes by directly imparting the shaft’s mechanical energy to the heated gas, thus providing the process heat. An electric motor drives the rotors and the air or process gases can be heated to extremely high temperatures. Up to now, temperatures of up to 1000 °C have been verified, which allows integration of the technology into the calcination section, but not into the sintering zone in a kiln, where temperatures above 1450 °C are required. Anyhow, Coolbrook is confident that temperatures up to 1700 °C can be reached.
Plasma heating, which can generate a wide spectrum of temperatures above 1600 °C, is based on the generation of a hot beam of ionized plasma. The technology uses a controlled flow of gas such as air or oxygen for the heat transfer to the product. SaltX Technology is using the technology for their electric arc calciner (EAC) (Figure 15). Electricity is directly converted into high-temperature heat with the plasma generator. The SaltX EAC is designed to replace or upgrade existing pyro-processing systems, while meeting the needs of the cement industry in terms of quality and scale. The company has a collaboration with Dalmia Bharat to upgrade a preheater/calciner system. The inputs for the EAC system are only the raw meal and green electricity to receive process CO2 from the pre-calcination. But SaltX Technology also envisages applying the plasma heat to the rotary kiln and to the sintering of the clinker as well. Beside Dalmia Bharat, other cement producers are interested.
There are many more kiln and calcination systems with electrical or other electrical-based technology under development [10]. They are mainly at a more nascent level, but if low-carbon electrification can be offered at low cost, it is definitely an option. The Stanford Energy Research Consortium (SERC) at Stanford University is developing an electrified calcination reactor in which CO2 from the calcination process is captured at high purity without the need for separation, thereby enhancing the economics of clean cement production. Finnish VTT has designed a revolutionary electric rotary kiln process (Figure 16) that can be used for generating clean and efficient alternatives to traditional industrial processes currently relying on fossil fuels. The electrically heated rotary kiln is the outcome of years of research and development. Finnsementti and Nordkalk have participated in tests as part of a decarbonisation project.
3.3 Other kiln innovations
The low-carbon cement making process of start-up Brimstone could be revolutionary, because it is almost CO2 free. Instead of limestone and the material decomposition in the heating process, complex calcium silicate rocks are processed. It will use a two-acid approach, with heating of intermediate products in a rotary kiln to produce ASTM-approved cements, SCM products and smelter-grade alumina (SMA). Brimstone will set up a commercial plant for 0.14 Mt/a cement in Reno in Nevada by 2030. Sublime Systems is another low-carbon cement start-up aimed at reinventing the full cement manufacturing process, based on a propriety CO2-free electrochemical system, which uses carbon-free raw materials for cement production. The first plant shall produce 0.03 Mt(a cement in 2026. Two further developments are by Furno Materials using an innovative mini kiln and by EPIXC (Electrified Processes for Industry Without Carbon) by the former US Government.
4 Market outlook
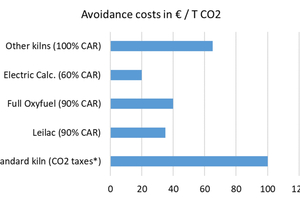
The cement industry is under increasing pressure to adopt innovative technological solutions. For long-term prospects it makes sense to classify different technologies by their technological readiness level (TRL), carbon avoidance ratio (CAR) and scalability [10]. Cost figures for the new technologies are particularly difficult to obtain. Cost benchmarks were provided by the CEMCAP study of the European Union in 2018/2019 for CO2 capture from cement production [14]. Today, a realistic measure is to define the CO2 avoidance costs. This means that the CapEx repayment costs are covered together with operational costs for decarbonisation, excluding CO2 liquefaction, transport and storage, related to the CO2 that is avoided (Figure 17). Our cost comparison is for a pyroprocessing plant with a capacity of 3000 t/d in W. Europe. The challenges will be very different from region to region, depending on the required CAR, but low-cost routes will guide investment decisions.
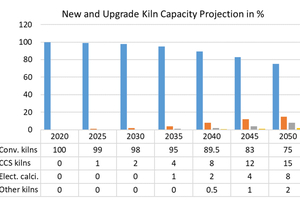
Figure 18 shows a projection of the future new and upgrade kiln capacities. In 2020, about 34.5 M/a new kiln capacity was ordered. In future years the new capacity will decrease, while upgrades especially with CCS kilns will increase. The projections for the different kiln technologies (related to 100% of annual capacity) predict a decline for standard state-of the-art kilns from 100% to about 75% by 2050. CCS kilns will increase their market share from 1% in 2025 to 15% by 2050. We are optimistic that electrical calcination systems will significantly increase from 1% in 2030/35 to 9-10% by 2050. This will be a more low-cost option to achieve relatively high CAR values. For the proposed new kiln options, it is too difficult to make a serious single projection. Anyhow, it will take time to upgrade the technologies from pilot projects to full-scale plants and to introduce alternative technologies to less-developed countries.
5 Conclusion
In the typical cement plant (Figure 19) of the future, today’s state-of-the-art kiln technology will dominate. However, a large number of plants might be equipped with so-called downstream CCS technologies, depending on improvements in CO2 avoidance costs and future CO2 taxation.