Energy efficiency in the clinker milling process: the role of milling conditions and grinding aids
Many industrial facilities today focus on reducing energy consumption, greenhouse gas emissions, and production costs. Optimizing energy usage without compromising product quality is a crucial first step in achieving energy efficiency. In this regard, production stages with inefficient energy use, such as size reduction, are critically analyzed [1].
In cement manufacturing, approximately 1.2 t of raw materials and an average of 130 kWh/t of energy are required to produce one ton of cement, resulting in about 1 t of CO2 emissions [2]. Nearly two-thirds of the total energy is consumed during the grinding of raw materials and clinker [3]. Several factors influence the clinker grinding process, including mill technology, mill rotation speed, energy consumption, feed size, material quantity [4–6], the type and size of grinding media [7, 8], and the desired final product size. Consequently, optimizing the energy efficiency of the clinker grinding process is expected to yield both economic and environmental benefits [6, 9]. Achieving optimal ball mill performance requires an appropriate design, well-defined operational parameters, and a precise determination of the impacts of varying these parameters [8, 10, 11].
Grinding aids (GAs) are extensively used to enhance energy efficiency and reduce environmental emissions in cement production [12, 13]. However, the effects of GAs are often based on theoretical assumptions, and the complexity of selecting appropriate criteria makes their efficient selection challenging. Most studies have evaluated GA efficiency primarily in terms of grinding time or energy consumption, overlooking other critical factors. Key properties of the resulting products, such as surface characteristics and particle size distribution, are altered by the use of GAs, which can impact the compatibility of cement and additives [11, 14, 15].
With advancements in technology, it has been found that the performance of additives, including GAs, can be further enhanced. For instance, some studies have demonstrated that modifying the hydroxyl groups of GAs can improve their overall performance [16]. Additionally, ongoing research is exploring the potential of polycarboxylate-ether-based water-reducing admixtures as effective GAs.
In this study, the effects of clinker grinding conditions and the use of GAs on grinding efficiency and associated CO2 emissions were systematically evaluated through a comprehensive review of the existing literature. The analysis integrates findings related to energy consumption, particle size distribution, surface energy, adsorption mechanisms, with particular emphasis on molecular structure–surface interactions and dosage-dependent behavior. Accordingly, the reviewed studies are organized and discussed under two main themes: (i) grinding conditions, including mill type, operational parameters, and material characteristics, and (ii) grinding aids, encompassing conventional amine- and glycol-based admixtures, PCE-based systems, and modified GAs, along with their physicochemical mechanisms of action and performance limitations.
Grinding conditions are influenced by various parameters, including mill type and size, the properties of grinding media (such as ball size, shape, and type), mill rotation speed, and the type, quantity, and fineness of the material being processed [11, 17]. Ball mills, commonly used in the final stages of grinding, can operate in both wet and dry environments. Austin et al. [18] reported that only about 2% of the total energy is effectively utilized in the grinding process, highlighting the significant inefficiency of this technology. The grinding media in these mills are typically composed of cast steel, cast iron, or forged steel [19]. Figure 1 illustrates a representative cross-section of a two-chamber ball mill [19].
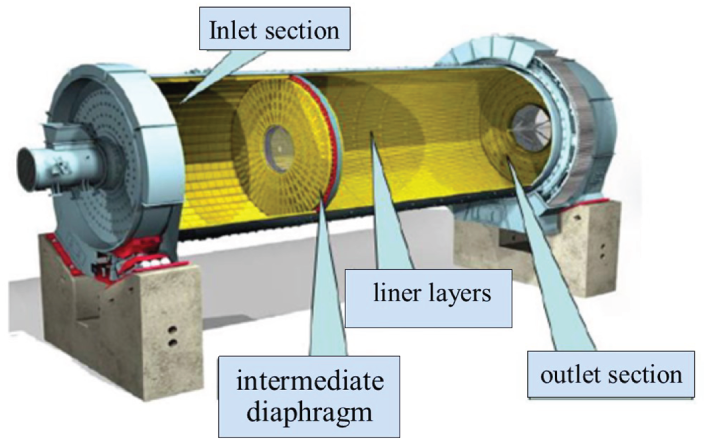
Figure 1 Cross-section of a ball mill, Reprinted/adapted with permission from reference [19], 2025, Dr. Fatih Dökme
Each chamber is designed to operate under specific grinding conditions in multi-chamber mills. Coarser balls are used in the first chamber, where coarser materials are processed. In the second chamber, which contains finer materials that pass through the Intermediate Chamber Grate (intermediate diaphragm), finer ball sizes are employed. The Intermediate Baffle Grid serves the dual purpose of retaining the balls within their respective chambers and acting as a grain classifier. The liner plates, as shown in Figure 1, protect the mill body from the impacts of both the grinding balls and the material. The Inlet Plates safeguard the inlet section from impact damage, while the Outlet Plates protect the outlet and allow ground material to exit through the openings [19]. The conditions affecting the grinding efficiency in a ball mill are listed under the following headings:
Mill rotational speed is a fundamental parameter for the mill, playing a critical role in ensuring cascade and cataract movements. Due to the rotation and friction of the mill wall, the grinding media (balls and the grinding material mixture) move upward from the rising side of the mill and reach dynamic equilibrium. Once dynamic equilibrium is reached, the grinding media move along the free surface in two flow regimes defined as “cascade” and “cataract” (Figure 2).
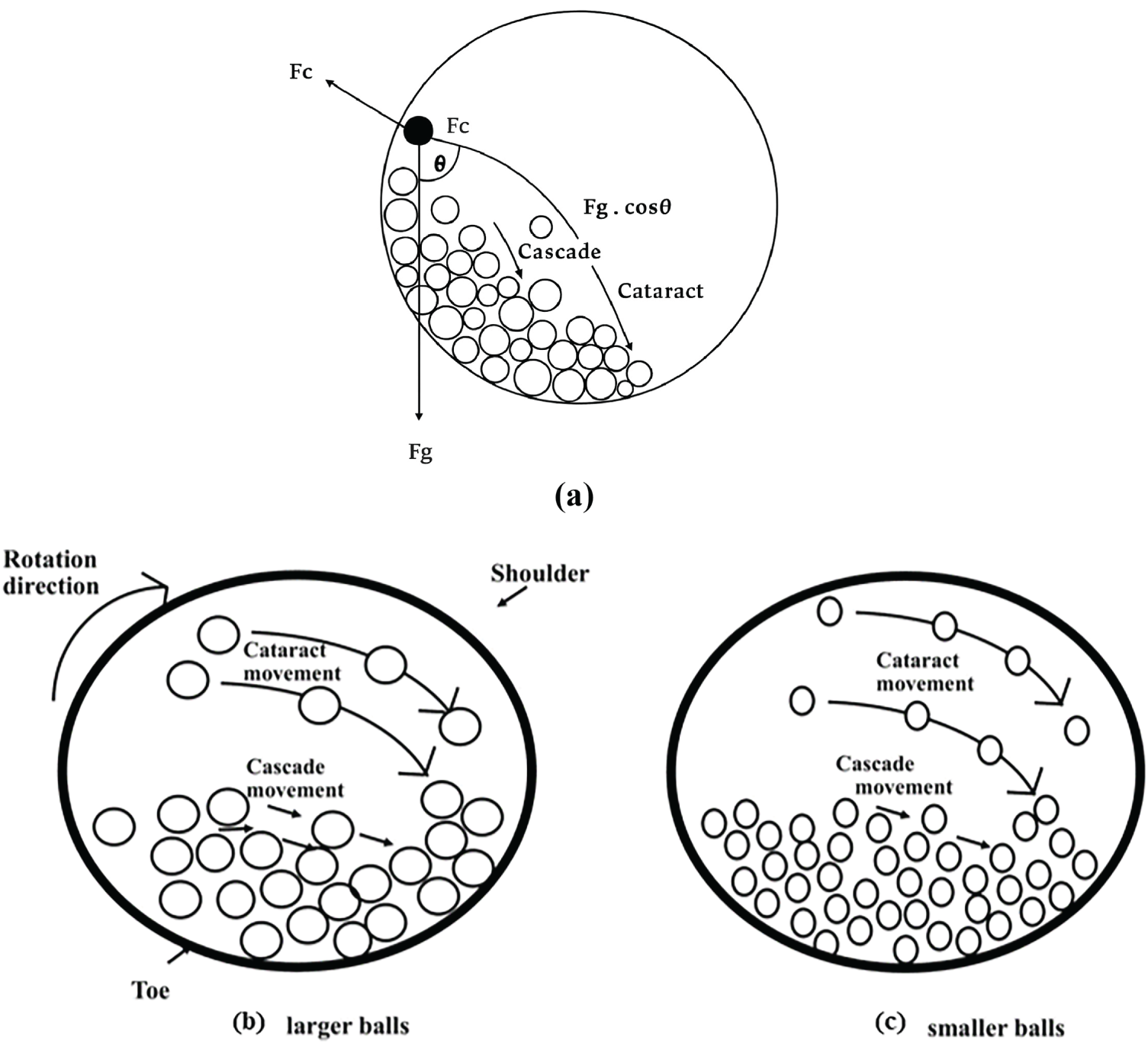
Figure 2 (a) Movement of balls (grinding media) in the mill, adapted with permission from reference [19], 2025, Dr. Fatih Dökme, flow regimes when (b) larger and (c) smaller balls are used
The cascade flow regime is usually seen when large balls are used. The characteristics of the product formed and the wear of the mill lining are determined by the mill’s rotational speed. At low rotation speeds or with smooth liners, the media typically rolls toward the foot of the mill, resulting in abrasive breakage. This results in a cascade flow regime. Additionally, finer grinding is achieved, albeit with increased liner abrasion. At higher speeds, the media separates from the balls and forms a series of parabolas before the balls descend to the foot of the mill. This flow regime is referred to as cataract motion and results in impact-induced breakage, a coarser end product, and less liner wear [20].
The grinding process is usually accomplished through three mechanisms: impact or compression caused by forces applied perpendicular to the particle surface, fragmentation due to oblique forces, and abrasion caused by parallel forces [8, 11, 17]. These forces exceed the modulus of elasticity of the grains, leading to deformation and fracture [11].
The motion of the balls in the mill is quite complex, and the path during rotation is difficult to calculate. However, simulation methods can provide important insights into the overall motion of the grinding media. The critical speed of the mill (ωc) is defined as the speed at which the ball is suspended for a full revolution of the mill. Mills are usually operated between 65% and 82% of their critical speed, but in some cases up to 90% [11, 19].
The mill critical speed (Nc) is calculated as the number of revolutions per second according to Equation (1),
here, Nc is the critical speed of the mill, and Dm is the diameter of the mill. It has been reported that higher mill speed can improve grinding performance up to a certain level due to the increase in total impact energy. However, energy efficiency may decrease at high speeds if the increased power consumption resulting from the speed increase exceeds the benefit from the impact energy. At low speeds, energy efficiency is high but grinding capacity is low; at high speeds, grinding capacity increases but energy efficiency decreases [21]. Therefore, the optimum rotation speed may vary depending on the mill geometry and the properties of the material being processed. Deniz et al. [22], in a laboratory-type ball mill with a diameter of 20 cm and a height of 20 cm, emphasized that optimum grinding was achieved at 85% of the critical speed (85.9 rpm). Santosh et al. [6] reported that the maximum grinding efficiency was achieved using a laboratory-type ball mill with a diameter of 31.5 cm and a height of 30.5 cm, where high speed (39–67 rpm) and medium-sized balls (23 mm) were employed. Kaya et al. [16] used a Bond-type ball mill with a diameter of 30.5 cm and a height of 30.5 cm, emphasizing that optimum grinding was achieved at 70% of the critical speed (55 rpm).
2.2 Ball type, shape, and size
In ball milling processes, ball size has been reported to play a critical role in improving grinding efficiency [23, 24]. Large diameter balls fall from the shoulder of the mill during grinding, causing the feed size to decrease due to impact or compression [11, 25]. Small-diameter balls, on the other hand, cause finer size crumbling due to the abrasion effect during the rotation of the mill [11, 16].
It has been emphasized that balls of different sizes should be used together optimally to achieve an effective grinding process [8, 11, 16]. Magdalinovic et al. [26] suggested that small-sized balls are more successful than large-sized balls in terms of energy efficiency. A study by Santosh et al. [6] reported that the maximum grinding efficiency was obtained at a medium ball size (23 mm). Danha et al. [9] used balls with diameters ranging from 10 to 50 mm in a silica ore grinding study. It was reported that when only 10 mm balls were used, large grains were not reduced, and the breakage time increased. It was reported that maximum energy efficiency was achieved when 10 and 20-mm balls were used together in fine-grain feeds. Additionally, it has been noted that the use of balls smaller than 8 mm in grinding processes increases the likelihood of material sticking to the mill liners and forming lumps [27].
There are various models for calculating the maximum ball diameter; however, designers typically use the Bond Model [28] to calculate maximum ball diameters.
In the Bond Model, the maximum ball diameter is obtained using the formula given in Equation (2).
here, Dmax is the maximum ball diameter, D80 is the screen diameter (μm) through which 80% of the material to be ground passes, K is a fixed value for open or closed circuit systems (usually K = 350), Wi is the Bond Work Index (kWh/t), NC is the critical speed, DU is the effective diameter of the mill (m), and φ is the specific gravity of the material.
Ball fill (j) represents the ratio of the total volume of balls in the mill to the total volume of the mill. The ball’s fullness is calculated using the formula given in Equation (3).
As smaller diameter balls are used for ball distributions of similar weight, the ball filling ratio will increase. Numerous researchers have reported that the use of smaller diameter balls in the grinding process yields finer grains [4, 19, 27, 29]. It has been emphasized that this behavior is due to the abrasive effect of parallel forces being more dominant in small-diameter balls [17, 30]. In addition, Abdelhaffez et al. [8] emphasized this point.
Grinding conditions and loading behavior are crucial factors that affect the performance and energy efficiency of mills. Loading behavior is crucial for understanding how the feed and grinding media move through the mill and how they exert forces on the mill body. This behavior determines how the feed is distributed within the mill during grinding and the effects of the resulting forces on the balls, plate, and other components.
Rajodiya et al. [25] investigated the impact of various grinding media shapes on the loading behavior and power draw, finding that the foot and shoulder angles are critical parameters influencing the loading behavior. These angular positions refer to the points where the coating contacts the charge and where the charge separates from the coating.
The grinding media and loading behavior directly affect the performance of industrial mills in terms of product size, energy consumption, and grinding cost. Therefore, carefully analyzing and optimizing these factors is crucial for improving grinding efficiency and reducing costs.
In general, it has been observed that various parameters affect the grinding conditions [8, 11, 17, 23, 31]. An experimental investigation of these parameters proved to be challenging in terms of both time and cost. For this reason, it is understood that numerous modeling and regression studies have been conducted to facilitate the process [32–34].
Table 1 presents a comparative overview of previous studies that investigated the effects of grinding parameters, including mill speed, ball size distribution, ball type, and loading behavior, on grinding efficiency, as well as modeling studies.
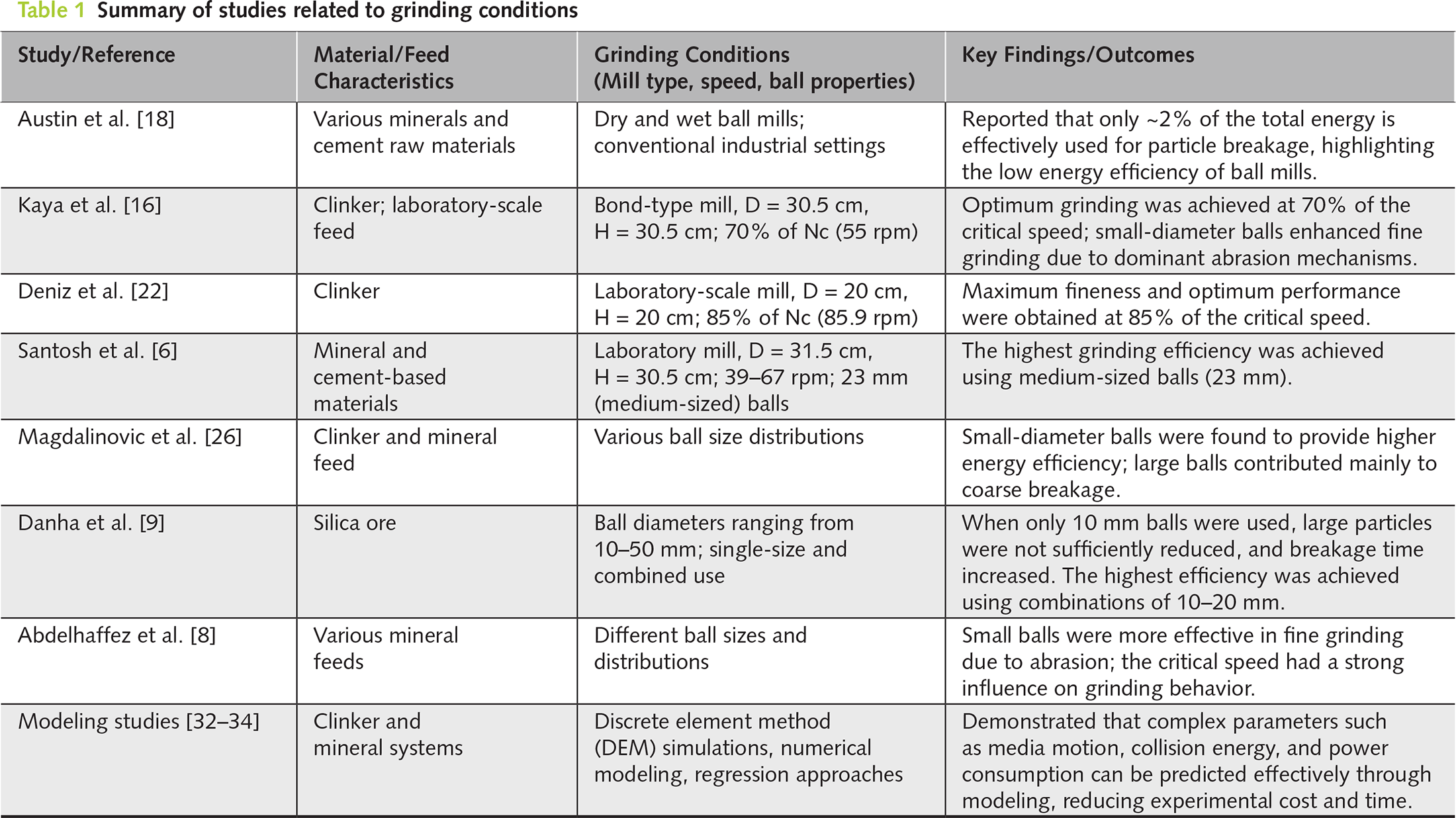
A comprehensive review of the literature demonstrates that grinding performance is governed by several interrelated parameters, including mill rotational speed, ball size and size distribution, ball shape, loading behavior, and material properties. Numerous studies have consistently reported that optimum grinding efficiency is typically achieved when mills operate at 70–85% of the critical speed, although the exact optimum may vary depending on mill geometry and feed characteristics. The influence of ball size is also significant: large balls predominantly promote impact-induced breakage of coarse particles, whereas small balls enhance fine grinding through abrasion-dominant mechanisms. Consequently, multi-sized ball mixtures generally yield higher energy efficiency by combining these complementary effects.
Loading behavior—often characterized by toe and shoulder positions—plays a crucial role in determining the motion of grinding media, power draw, and the resulting breakage environment within the mill. However, direct experimental observation of loading behavior is difficult, particularly under industrial conditions. For this reason, recent research trends increasingly emphasize numerical modeling and DEM-based simulations, which provide valuable insights into media kinematics, collision energies, and charge dynamics. Overall, the literature indicates that grinding efficiency is highly dependent on the combined and interactive effects of these parameters, underscoring the need for a holistic optimization approach tailored to the specific material and mill configuration.
Importantly, mill rotational speed, ball size distribution, and loading behavior should not be evaluated independently, as these parameters are strongly coupled in practical milling systems. Variations in mill speed directly modify the charge motion regime and the toe and shoulder positions, which in turn influence collision frequency, impact energy, and abrasion intensity [11, 20, 25]. Under higher rotational speeds, the effectiveness of larger balls increases due to enhanced impact forces, whereas at lower or moderate speeds, smaller balls become more influential by promoting abrasion-dominated breakage mechanisms [11, 16, 17]. Simultaneously, changes in ball size distribution alter the ball filling ratio and charge dynamics, thereby affecting loading behavior and power draw [19, 25, 27]. As a result, an operating condition that is optimal in terms of speed may become suboptimal if the ball size distribution or filling degree is not properly adjusted. This interdependence explains why grinding performance and energy efficiency often exhibit non-linear trends when individual parameters are varied in isolation [9, 11, 17]. Therefore, the literature clearly indicates that optimal grinding performance can only be achieved through a holistic evaluation of mill speed, ball size distribution, and loading behavior, supported by experimental studies and increasingly by numerical and DEM-based modeling approaches [32–34].
The first investigation of the adsorption of surfactants on particles was done by Malkin [35] using sclerometer tests. It was determined that these substances reduce the surface hardness of materials by lowering their surface energy. Surfactants are divided into two inorganic salts and organic molecules with polar groups [35]. Rose and Sullivan [36] supported Rehbinder’s mechanism by using these chemicals in a rotating ball mill for the first time. Mardulier and Wightman [24] demonstrated that polar surfactants are more effective than non-polar ones, attributing this effectiveness to the fact that polar groups have higher energy sites. They also developed Rehbinder’s theory, suggesting that these substances increase grinding efficiency by reducing the intergranular adhesion force. Seebach [37], by exposing cement particles to ethylene glycol vapor, proved that surfactants are effective by reducing intergranular adhesion.
Westwood and Goldheim [38] supported the views of Malkin [35] by determining that plastic deformation is critical for grain breakage and that surfactants reduce grain strength. They revealed that surfactants reduce plasticity by adhering to the grain surface, thus making the grains more brittle and increasing grinding efficiency [35]. Schonert [39], on the other hand, argued that Rehbinder and Westwood’s theory of crack propagation is inadequate by showing that the crack growth rate of grains is greater than the propagation rate of molecules on the surface. Dombrowe et al. [40] stated that grinding facilitation additives are effective by improving the agglomeration and flow behavior of grains, while Schubert [41] stated that they increase energy efficiency by preventing grains from sticking to the mill surface. Mishra et al. [42] proved by molecular simulations that GAs reduce particle surface energy and agglomeration energy. Prziwara et al. [43] demonstrated, using reverse gas chromatography measurements, that the use of GAs reduces the surface and agglomeration energy of cement particles.
In light of all these developments, it is widely accepted today that the primary effect of surfactants is to reduce agglomeration by adsorbing onto the particle surface, lowering surface energy, and providing a more fluid and homogeneous particle distribution during the grinding process.
3.2 Mechanism of action of grinding aids
The clinker size reduction mechanism is associated with microcracks or defects in the crystalline structure of the material [44, 45]. When clinker grains are impacted, the highest stress is generated at these weak points, and molecular bonds are broken, causing cracks to propagate. Reactive electrical charges are generated on the new surfaces formed by this process. These charges cause the grains to agglomerate due to electrostatic attraction and adhere to the balls, thereby reducing grinding efficiency through the cushioning effect.
Due to their highly polar functional groups (-OH, -NH2, -COOR, SO3, etc.), GAs adsorb on new surfaces formed by the breakage of Ca-O, Si-O, and Al-O electrocovalent bonds on the surface of the grains [12, 46]. Negatively charged GA molecules adhere to the cement surface through electrostatic interaction with positively charged Ca2+ ions [47, 48]. Adsorbed GAs neutralize the electrical charges on the surface and prevent cracks from closing, and particles from coming together and sticking to the balls and mill surface, thus shortening the grinding time and obtaining cement with finer grains. Weibel and Mishra [49] stated that the functional groups (R-OH) of GAs reduce the polarity of the cement surface, while the hydrocarbon moieties (CH, CH2, CH3) shield the polar groups. With the growth of hydrocarbon moieties, the surface energy of the cement grain decreases, and the grinding facilitation effect increases.
In this context, the interaction of the GA molecule with the cement particle surface occurs predominantly through dipole–induced dipole-type van der Waals forces. The polarization energy can be expressed as a function of the molecule’s polarizability (α) and the electric field intensity (E) generated at the surface, as given in Equation (4):
here, μ_induced denotes the induced dipole moment within the additive molecule. As the molecular polarizability increases, the strength of the electrostatic attraction between the molecule and the cement surface correspondingly increases. This interaction drives the molecules to adopt a preferential orientation on the surface. In this oriented configuration, functional groups such as hydroxyl or amine groups align toward oppositely charged surface centers, leading to the formation of a more ordered and stable adsorption layer [50].
This polarization-driven adsorption mechanism directly contributes to enhanced grinding efficiency. Cement particles possess inherently high surface energies and tend to agglomerate during the mechanical comminution process. The adsorption of polar additive molecules onto particle surfaces promotes dispersion by increasing electrostatic repulsion and weakening cohesive van der Waals interactions between particles. As a result, the grinding energy required to achieve the target fineness decreases, improving both efficiency and productivity [51].
Furthermore, the oriented molecular layer formed on the surface enhances the flowability of cement powder. The spatial arrangement of the functional groups decreases interparticle cohesive forces, facilitating improved powder flow characteristics. Thus, polarization functions as a multidimensional phenomenon that governs both the microscopic adsorption behavior of additive molecules and the macroscopic rheological performance of the cement powder.
Effect on the surface energy of grains
Surface energy describes the energy required to break the bonds between molecules as a substance forms new surfaces and can also be used to measure the energy expended during the breakdown of solid materials. The reduction of grains with high surface energy requires more energy, and as the grains become smaller, the amount of energy expended increases as the discontinuity on their surfaces decreases. The grinding process involves applying mechanical stress to the grains, which creates or propagates existing cracks. According to Griffith’s theory of fracture mechanics, successful fracture occurs when the loss of elastic strain energy exceeds the increase in surface energy. This theory also underlies Rehbinder’s mechanism [35], whereby a reduction in surface energy reduces the energy required for grinding. Studies have shown that GAs save grinding energy by reducing the surface energy of cement grains and increasing grinding efficiency by reducing intergranular agglomeration [12, 52, 53].
Various studies have demonstrated that GAs reduce the surface energy of cement particles through adsorption driven by their polar functional groups (e.g., -OH, -NH2, -COOH, -SO3−). Refs. [12, 46, 47, 49] reported that the polar segments of GA molecules decrease the polarity of the particle surface, whereas the attached hydrocarbon chains envelop these regions and thereby limit surface–surface interactions. Weibel and Mishra [49] further emphasized that additives with low surface tension readily spread over the high-energy clinker surface; however, effective adsorption requires not only rapid diffusion but also stable and persistent surface interactions.
The adsorption of GA molecules onto cement particles is primarily governed by electrostatic interactions with Ca²+ ions present on the clinker surface [48]. Kaya et al. [44] reported that adsorption density is more strongly influenced by the number of available functional groups than by the molecular weight of the additive. This finding is significant because the density of functional groups directly determines the extent of molecular attachment to the surface and, consequently, the degree to which surface energy can be modified.
Although the influence of clinker mineralogy on GA performance is frequently acknowledged, its role warrants a more critical analysis, as different clinker phases exhibit distinct surface chemistries and reactivities that govern GA adsorption behavior and grinding efficiency [44, 48, 49]. Alite (C3S) and belite (C2S), which dominate the clinker composition, primarily contribute Ca²+-rich surfaces after fracture; however, their reactivity and surface defect densities differ, leading to variations in adsorption affinity and surface energy modification. C3S, owing to its higher reactivity and greater density of broken Ca–O bonds generated during grinding, generally provides more active adsorption sites for polar GA functional groups, thereby enhancing dispersion and grinding efficiency. In contrast, the lower reactivity of C2S may limit adsorption density, reducing its contribution to GA-assisted grinding.
The role of interstitial phases is particularly significant. Tricalcium aluminate (C3A), characterized by its high polarity and strong affinity for anionic and polar functional groups, can preferentially adsorb GAs, potentially leading to competitive adsorption effects and non-uniform surface coverage across clinker phases. This preferential adsorption may enhance local grinding efficiency while simultaneously reducing the availability of GAs for silicate phases. Tetracalcium aluminoferrite (C4AF), with its mixed ionic character and lower surface reactivity, generally exhibits weaker interactions with GA molecules, contributing less to overall adsorption-driven energy reduction. Consequently, the relative proportions of C3A and C4AF can significantly influence the overall effectiveness of a given GA formulation.
These mineralogical effects suggest that grinding efficiency is not solely governed by the total GA dosage but also by how selectively the additive interacts with individual clinker phases. Variations in clinker phase composition can therefore lead to different grinding responses under identical operating conditions, helping to explain discrepancies observed between laboratory-scale and industrial grinding results
Prziwara et al. [43] showed that different GAs significantly reduced the surface energy of cement, and there was a linear relationship between surface energy and grinding efficiency. Another study by Prziwara et al. [13] emphasized that functional groups in the molecular structure play an important role in reducing surface energy.
Effect on material flow properties
The adhesion of particles between the balls during the grinding process is directly correlated with the material’s fluidity. Particles whose size is reduced during grinding can come together and form lumps. This phenomenon is as important a problem as the size reduction process itself. Agglomeration refers to the energy required to separate adjacent molecules in contact [54, 55]. Research indicates that the use of GA affects the particle arrangement, agglomeration, and powder flow properties of the material [51, 52, 56–59]. Adams et al. [51] reported that GAs contribute to size reduction by reducing surface energy and also improve grinding efficiency by preventing particle agglomeration.
Particle agglomeration is directly related to powder fluidity. Too low or too high powder fluidity negatively affects the grinding efficiency. At low powder fluidity, there is more material in the grinding zone, i.e., between the balls; therefore, the residence time of the material in the system increases, and consequently, the grinding efficiency decreases. On the other hand, for powders with very high flow capability, the amount of material captured in the grinding zone decreases, and the material’s residence time decreases, which negatively affects efficiency. These situations highlight the need for an optimal flow mechanism [60]. Prziwara et al. [43] stated that the differences in the grinding efficiency of diethylene glycol (DEG) and Heptanoic acid used as GAs are related to the change in the agglomeration energies of the particles.
Material flow is influenced by factors such as particle agglomeration, grain size, and shape [61]. Particles smaller than 100 µm exhibit a high attraction force that resists dispersion, as most of them are cohesive and tend to adhere to one another. The development of electrostatic charges on particle surfaces, along with internal friction arising from surface roughness, contributes to the agglomeration of particles. Cement particles produced using a Controlled Ball Mill (CBM) enhance powder fluidity due to their smooth structure, which reduces frictional forces. It is well-established that surface roughness and irregular particle shapes lead to increased adhesion between grains, resulting in agglomerate formation [62]. For instance, rounded grains facilitate easier sliding movements compared to angular or rough grains, which exhibit greater sliding resistance [62, 63] (Figure 3). However, finer grain sizes can also lead to significant agglomeration. Between these two effects, agglomeration tends to play a more dominant role than powder fluidity.
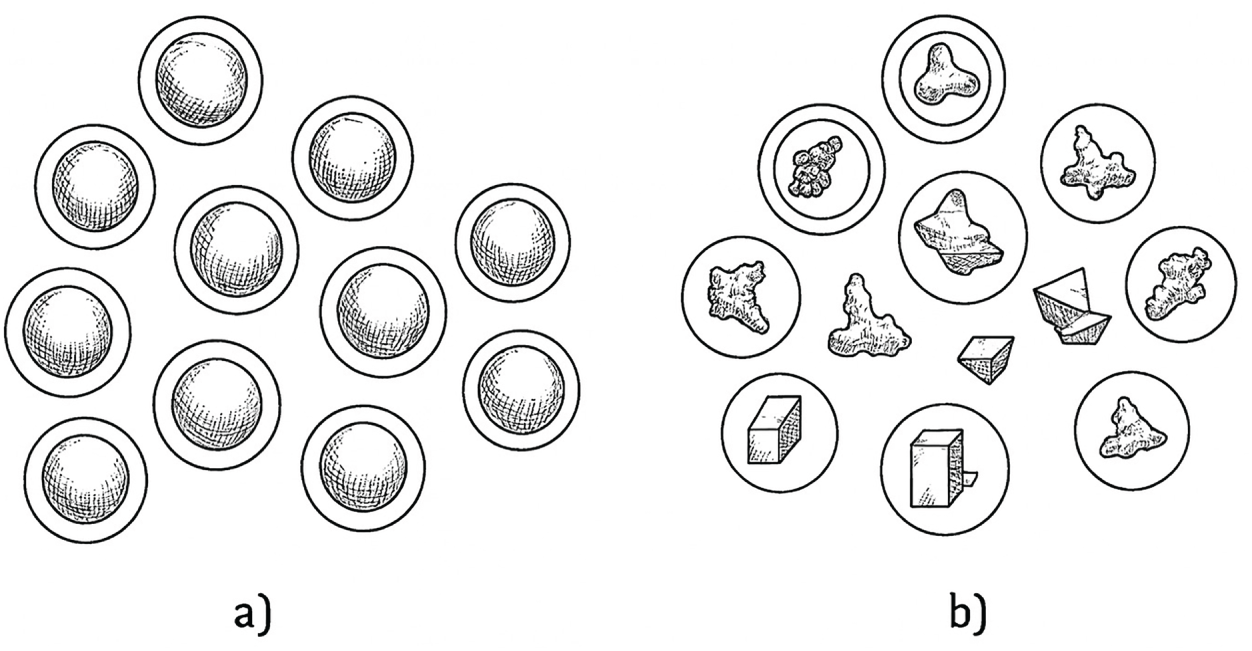
Figure 3 (a) Powder consisting of rounded grains (b) Powder consisting of angular grains
As illustrated in the figure, powders composed of rounded grains facilitate sliding movements against one another, while angular grains negatively impact powder fluidity due to increased internal friction. The chemical composition and microstructure of the ground clinker also significantly influence grinding efficiency [64]. Research indicates that among the mixed oxides present in clinker, the easiest phases to grind are C3S, followed by C3A and C2S, with the C4AF phase being the most challenging to grind [65]. Furthermore, computer simulations demonstrate that the grinding efficiency of GAs is influenced by the mineralogy of the clinker. Variations in the agglomeration energies of different clinker phases suggest that GAs do not consistently exhibit the same effect, as their performance can vary depending on the cement’s structure.
In conclusion, grinding aids not only enhance grinding efficiency by reducing overall energy demand, but also improve powder flowability by forming a stable adsorption layer on particle surfaces. This dual effect offers notable advantages in both the production process (e.g., transport and packaging) and in the properties of the final product, particularly in terms of rheological behavior and homogeneity.
Based on the discussion presented in this section, the mechanism of action of grinding aids during clinker grinding is illustrated in Figure 4.
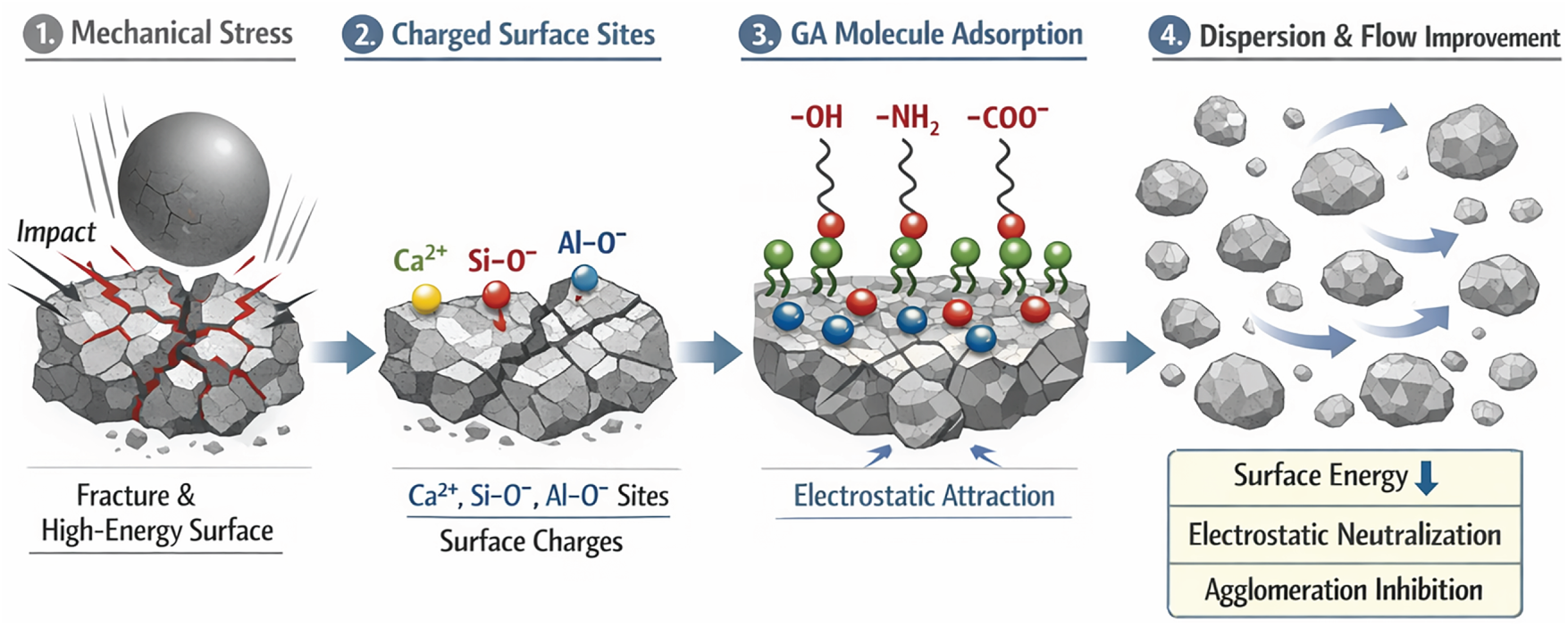
Figure 4 The mechanism of action of grinding aids during clinker grinding
Until the 1960s, various GAs, including amines, amino acetates, phosphates, lignosulfonates, acetic acid, glycols, and gluconates, were utilized in grinding processes. However, in the 1970s, it became evident that amine, glycol, and glycol-based GAs exhibited greater effectiveness. The development of GAs has been hindered by factors such as high costs, limited availability, and uncertainties regarding quality. Recently, new and more effective GAs based on amines, glycols, alcohols, and carboxylic acids have emerged to enhance grindability and hydration rates [49, 66]. Additionally, polycarboxylate ether-based polymers (PCEs), which are widely used as high-range water-reducing admixtures in the concrete industry, are gaining popularity as GAs [67–69]. Chipakwe et al. [69] and Hallet et al. [70] reported that the physical mixing of PCE-based GAs with other commonly used GAs enhances grinding performance. PCEs enhance grinding efficiency by reducing the agglomeration of cement grains, making them a viable alternative that positively impacts the fresh-state properties of cementitious systems. The chemical structure of PCEs features polar groups, such as -COO– and -OH, which adsorb onto the high-energy active sites of fine particles, thereby reducing free energy. These functional groups can mitigate the electrostatic interactions between particles by infiltrating the voids of fine particles, preventing overgrinding, and enhancing the gradation of cement grains [66]. Studies indicate that PCEs can effectively serve as cement grinding aids, demonstrating comparable grinding efficiency and improved strength relative to triethanolamine (TEA) [1, 70].
Commonly Used GAs in the Market
GAs currently used in the cement industry generally consist of organic compounds based on amines, glycols, and carboxylic acids [66, 71]. These additives are preferred to enhance grinding efficiency, reduce energy consumption, and improve the performance of the final product. Prziwara and Kwade [60] emphasized that amine-based GAs, in particular, demonstrate superior performance compared to glycol-based additives in preventing cement particle agglomeration. Similarly, Mishra et al. [71] reported that amines exhibit a stronger dispersion effect.
Monoethanolamine (MEA), a simple amine-based compound, is also widely used as a grinding aid [72]. However, its hydration mechanism is not yet fully understood, and it has been reported to cause a retarding effect in white cement systems [73].
Triethanolamine (TEA) is the most commonly used compound among amine-based admixtures. TEA stands out due to its superior adsorption and dispersion characteristics, while its influence on cement hydration varies significantly with dosage. At low dosages (0.02%), TEA accelerates the setting process; however, at 0.25%, it causes slight retardation, at 0.5%, significant retardation, and at 1%, it again exhibits an accelerating effect [74]. This bidirectional behavior is attributed to TEA’s interaction with the C3A–gypsum reaction. Nevertheless, research findings are not entirely consistent: while some studies report that TEA delays C3S hydration [14], others indicate an accelerating effect [72].
Triisopropanolamine (TIPA), another amine structurally similar to TEA, is generally used to improve late-age strength. This enhancement has been associated with TIPA promoting ferrite phase hydration and facilitating the formation of monosulfoaluminate (AFm) phases [75, 76]. TIPA can also stimulate ferrite hydration by increasing soluble iron concentrations through iron–amine complexation [76].
Diethanol-isopropanolamine (DEIPA), a newer-generation amine, is considered highly effective both as a grinding aid and a hydration accelerator. Numerous studies have demonstrated that DEIPA promotes C3A and ferrite hydration, accelerates AFm formation, and enhances late-age strength [76, 77]. Additionally, DEIPA contributes to the hydration of alite and belite phases through complexation with Ca²+ ions [77].
Glycerol, a trivalent alcohol classified within the glycol family, is an economical grinding aid due to its abundance as a byproduct of soap and biodiesel production [78]. It can reduce energy consumption by lowering particle surface energy during grinding [79]. However, its compatibility with other chemical admixtures, such as polycarboxylate ethers (PCEs), has been reported to deteriorate at higher dosages [80].
Diethylene glycol (DEG) is another commonly used glycol-type GA. While studies have shown that DEG can increase early-age strength, it may have an adverse effect on late-age performance [15, 81]. DEG enhances cement fineness by reducing surface energy, yet its effects on hydration chemistry are complex and multidirectional [82].
The dosage of commonly used GAs is a critical parameter not only for grinding efficiency but also for the rheological, hydration, and mechanical properties of fresh and hardened cementitious systems [56, 80, 83]. For instance, appropriate mixing ratios of TIPA and TEA (e.g., TIPA:TEA = 2:1) have been shown to improve both grinding efficiency and early-age strength [84].
Despite the well-documented benefits of commercially available GAs, their effectiveness is strongly dosage-dependent, and the existence of an optimal dosage window is a recurring theme in the literature. At low (<0.03–0.05 wt.%) to moderate dosages, amine- and glycol-based GAs effectively reduce surface energy, limit agglomeration, and enhance grinding efficiency; however, exceeding the optimal dosage may lead to diminishing returns or even adverse effects. Overdosage (>0.10 wt.%, often critical above 0.20–0.25 wt.%) can result in excessive surface coverage, competitive adsorption among clinker phases, and unintended alterations to hydration kinetics, such as retardation or strength loss at later ages [16, 80, 85]. For example, the bidirectional hydration behavior observed for TEA clearly demonstrates that small changes in dosage can shift the balance between acceleration and retardation [74]. Similarly, glycol-based additives such as glycerol and DEG may negatively affect admixture compatibility or long-term performance when used beyond their effective concentration range [14, 15, 80]. These observations highlight that GA selection cannot be decoupled from careful dosage optimization, as inappropriate dosing may compromise both grinding efficiency and cement performance.
The molar mass, number of hydroxyl groups, polarity, and particle–admixtures interactions are among the key factors determining the efficiency of GAs [43, 71]. Therefore, when selecting suitable amine-, glycol-, or carboxylic acid-based grinding aids from the market, both the chemical structure of the additive and the mineralogical properties of the cement should be considered.
In conclusion, commercially available GAs—primarily amine-, glycol-, and carboxylic-acid–based compounds—play a critical role in enhancing grinding efficiency, reducing energy consumption, and improving the fresh and hardened properties of cementitious systems. Their performance is strongly governed by molecular structure, functional groups, and interactions with clinker minerals [43, 71]. While amine-based GAs such as TEA, TIPA, and DEIPA are widely preferred due to their strong dispersion and hydration-modifying capabilities, dosage sensitivity and potential compatibility issues remain important considerations [80, 86]. Glycol-based additives, including glycerol and DEG, offer economical alternatives but may negatively affect later-age hydration or admixture compatibility [15, 81]. Overall, the selection of a suitable GA must consider not only grinding efficiency but also the rheological and hydration behavior of cementitious systems, highlighting the importance of tailoring admixture chemistry to cement mineralogy and performance requirements.
PCE-Type Grinding Aids
GAs are known to influence both the grinding efficiency and the fresh/hardened properties of cementitious systems [1, 12, 14, 15]. Their performance is largely governed by chemical structure and dosage. For example, TEA exhibits a dosage-dependent bidirectional effect on setting time, acting as either an accelerator or a retarder in Portland cement [34]. High dosages of some inorganic salt-based GAs, however, may impair long-term durability [1].
Amine-based GAs may also cause incompatibility in cement systems, leading to high viscosity and increased demand for superplasticizers [12, 14–16]. These limitations have motivated the development of more compatible, multifunctional admixtures. In this context, PCE-based water reducers have gained attention as potential GAs due to their tunable molecular architecture and combined electrostatic–steric dispersion mechanisms [53, 66, 85].
In comb-shaped PCE structures, anionic groups adsorb onto cement surfaces, while polyethylene glycol (PEG) side chains generate steric hindrance, improving particle dispersion and mixture fluidity [87, 88]. Adsorption efficiency depends on the density of carboxylate groups and the length/spacing of side chains [89, 90]. Owing to their macromolecular nature, PCEs provide stronger steric repulsion than small-molecule GAs, reducing particle agglomeration and enhancing grinding efficiency [85].
Several studies have demonstrated the feasibility of using PCEs as GAs during clinker grinding [44, 53, 71, 85]. PCEs added at ~0.1% by weight have been shown to provide grinding performance comparable to that of TEA, while offering superior flowability [44, 52, 66, 85]. Some reports also note improved strength development compared to TEA [53]. A narrower particle size distribution achieved through GA use can further accelerate hydration reactions [14, 44]. Nonetheless, PCEs may slow hydration by chelating Ca²+ ions and altering ionic equilibria, thereby counteracting the hydration increase expected from finer particles [52, 66, 85].
Despite significant advances in energy-efficient technologies, cement grinding is still predominantly performed in ball mills, where energy efficiency remains low, resulting in a considerable portion of energy being dissipated as heat. Mill temperatures can reach ~100°C—and even higher at ball impact points—making the thermal stability and boiling points of GAs critically important. Only a limited number of organic compounds can remain stable above 200°C [49], highlighting the importance of ensuring that PCE-based GAs retain their structural integrity under grinding conditions.
Early laboratory investigations demonstrated that PCEs can act as functional GAs. Yang et al. [53] reported that TEA and PCE increased grinding efficiency by 10% and 7%, respectively, while both produced finer particles than the control. In terms of fresh properties, the ranking was PCE > control > TEA, whereas compressive strength followed TEA > control > PCE. Although PCE showed superior fluidity, its higher cost compared to TEA was noted as a limitation.
Assaad and Asseily [91] compared naphthalene-, lignosulfonate-, and PCE-based admixtures at dosages of 0.25–0.9%, finding that PCE yielded the highest grinding efficiency. However, elevated temperatures reduced the effectiveness of all admixtures.
Yang et al. [92] synthesized seven PCE polymers with molecular weights of 16,000–40,000 g/mol and showed that certain architectures (e.g., 10:1 methacrylic acid:macromonomer ratio; side chains of nEO = 25–45) enhanced both grinding performance and workability—advantages not observed with TEA. Similarly, Nthiga Njiru et al. [1] tested PCE dosages of 0.02–0.1% and observed Blaine fineness increases of 4–15%, identifying 0.1% as the optimal dosage, with performance comparable to TEA.
In conclusion, current literature indicates that PCE-based grinding aids can deliver higher surface area, narrower particle-size distribution, and superior fluidity compared to conventional GAs, while their performance can be tuned through molecular design—such as adjusting hydroxyl or carboxyl functionalities and side-chain architecture [1, 66, 85]. However, important knowledge gaps remain, particularly regarding how variations in anionic/non-ionic ratios, side-chain length and density, and molecular weight influence both grinding efficiency and the behavior of cementitious systems. Although the steric hindrance of PCE side chains is well recognized as the primary factor governing flow in cement systems [87, 88, 93], their specific role during milling has yet to be fully clarified.
A systematic comparison between conventional amine/glycol-based grinding aids and PCE-based systems reveals fundamental differences in their mechanisms, performance envelopes, and practical limitations. Small-molecule amine and glycol GAs primarily enhance grinding efficiency by reducing surface energy and limiting interparticle agglomeration through polar functional group adsorption, making them highly effective at low dosages (typically 0.02–0.08 wt.%) and economically attractive for large-scale applications. However, their performance is often sensitive to clinker mineralogy and dosage, with overdosage leading to hydration disturbances, admixture incompatibility, or late-age strength penalties. In contrast, PCE-based grinding aids operate through combined electrostatic adsorption and steric hindrance provided by their comb-shaped macromolecular structure, enabling more robust particle dispersion and narrower particle-size distributions at slightly higher optimal dosages (≈0.05–0.10 wt.%). While PCEs generally offer superior workability and tunable performance through molecular design, their effectiveness is more strongly influenced by molecular architecture, temperature stability, and Ca²+ complexation, which may delay hydration or increase cost compared to conventional GAs. Overall, amine/glycol-based GAs remain advantageous for straightforward energy reduction and cost efficiency, whereas PCE-based systems provide multifunctional benefits and greater controllability, albeit with increased sensitivity to formulation and operating conditions. This comparison highlights that the selection between these GA classes should be guided by a balanced consideration of grinding efficiency, hydration behavior, admixture compatibility, and economic constraints rather than by energy performance alone.
Modified Grinding Aids
The performance of GAs varies widely depending on their chemical structure, molecular weight, functional groups, and surface interaction characteristics [1, 71]. Reported drawbacks of conventional GAs have created a need for chemical modification to enhance adsorption behavior, reduce agglomeration, and improve both grinding efficiency and cement performance. In this context, structural modification—typically through the introduction or alteration of carbonyl-based functional groups such as aldehydes, ketones, and esters—has been shown to strengthen hydrophilic and electrostatic interactions with cement surfaces [16, 43]. Aldehyde groups can promote temporary bonding with surface hydroxyls, ketones can enhance molecular flexibility and dispersion, and esters can create partially hydrophobic regions that suppress particle agglomeration [71]. These reactions, including esterification of carbonyl oximes with alcohols, generally proceed through simple and well-defined mechanisms, as illustrated schematically in Figure 5.

Figure 5 Synthesis scheme of ester
In such syntheses, catalysts such as thionomic acid, sulfuric acid, or zinc chloride may be employed, and trolamines (e.g., triethanolamine), which contain multiple hydroxyl groups, can also participate in esterification reactions. However, comprehensive studies on modified esters produced from reactions between various carboxylic acids and trolamine derivatives remain limited, representing a clear gap in the literature. Chemical modification of GAs can enhance particle dispersion by reducing the surface energy of the cement, resulting in a 5–15% increase in grinding efficiency [16]. Although TEA and its derivatives are widely used due to their strong polarity and adsorption capability, their thermal sensitivity and corrosion potential highlight the need for more stable molecular structures. In this context, the acetic acid–TEA ester described in a 2009 patent demonstrates that esterification can effectively improve GA performance, even though the acid: amine ratios were not quantitatively assessed [94].
Overall, modified GAs—through carbonyl group incorporation, molecular weight tuning, and tailored side-chain design—offer the potential to overcome the inherent limitations of conventional amine-based admixtures, providing more stable, efficient, and balanced systems in terms of surface interaction, adsorption density, and dispersion continuity.
3.4 Basic parameters affecting the grinding performance of GA
The influence of GAs on the grinding process is primarily determined by the extent of molecular coating on the particles, rather than the absolute dosage applied [60]. This degree of coating is influenced not only by the quantity of GA used but also by the surface characteristics of the clinker grains and the molecular structure of the GA itself. For instance, finer grains necessitate a higher GA dosage compared to larger grains when maintaining the same total mass. Moreover, the moisture content in clinker can adversely affect the grinding efficiency; the presence of water molecules can diminish the effectiveness of GAs. Consequently, it is recommended in academic literature to dry the clinker before grinding [60].
The adsorption behavior and efficacy of GAs are contingent upon various parameters, including the chemical properties of the clinker, complicating the determination of an optimal GA dosage. Generally, the degree of GA coating on the particle surfaces is influenced by not only the concentration of the GA but also the specific surface area of the grains and the purity or molecular architecture of the GA itself. Laboratory investigations have demonstrated that grinding efficiency tends to improve with increasing GA concentrations within lower dosage ranges. However, it has been observed that exceeding certain upper dosage limits can lead to a reduction in efficiency.
Chemical admixtures, such as water reducers and GAs, directly interact with clinker phases (C3S, C2S, C3A, C4AF), whose surface charge characteristics significantly influence the adsorption behavior. Since the adsorption tendency of an additive is largely governed by electrokinetic parameters—particularly surface charge distribution and zeta potential—these properties play a key role in dispersion performance [44, 47]. Cement particles generally exhibit a positive zeta potential; therefore, negatively charged additives adsorb more readily onto these surfaces through electrostatic attraction. This adsorption reverses or reduces the surface charge, generating electrostatic repulsion between similarly charged particles and thereby suppressing agglomeration while enhancing the fluidity of the cementitious system [47].
Additionally, the diffusion rate of the chemicals involved may impact GA effectiveness. At elevated dosages, GAs can diffuse more rapidly and cover newly exposed clinker surfaces, leading to the formation of fewer and weaker agglomerates, thereby enhancing grinding efficiency [49]. Literature suggests that the optimal range for the addition of organic compounds typically lies between 0.01% and 0.1% by mass, as these dosages suffice to achieve a single-layer coverage of the cement particles [95]. In comparative studies on grinding performance, GAs are often employed in mass percentage ratios (e.g., 0.1% triethanolamine (TEA) and 0.1% triisopropanolamine (TIPA)). However, Prziwara et al. [43] introduced a novel methodology for assessing GA performance based on their molecular weights. Their research indicated that GA adsorption occurs on a molecular basis, suggesting that comparing GAs should not solely rely on mass but rather on the number of molecules, taking into account the molecular weight of each additive. Thus, if additives of varying molecular weights are applied to clinker in equivalent mass amounts during grinding, the process will engage with differing molecular quantities. Therefore, it is imperative to consider the molecular weight, solids content, dosage, and molecular quantity of the additives utilized in related studies.
In addition, the performance of GAs is strongly influenced by their pH, a parameter highlighted in several studies [44, 96–98]. Abelhaffez [98] reported that GA pH plays a decisive role in both grinding efficiency and product fineness. Another critical factor is the evaporation temperature of the additive; GAs with low boiling points may volatilize under industrial grinding temperatures, resulting in a loss of effectiveness. For this reason, chemicals with higher evaporation points are generally favored. Moreover, Weibel and Mishra [49] emphasized that grinding temperature influences molecular interactions governing GA adsorption onto particle surfaces. Overall, the pH of a GA should be regarded as a key control parameter for grinding performance and must be evaluated in conjunction with its molecular structure, functional groups, and ionic character.
In conclusion, the grinding performance of GAs is governed by a complex interplay between dosage, clinker surface characteristics, and the physicochemical properties of the additive itself. Effective dispersion depends not only on achieving sufficient molecular coverage but also on the electrokinetic behavior of clinker phases, where surface charge and zeta potential critically determine adsorption efficiency [44, 47]. Optimal performance is typically observed within low dosage ranges—often between 0.01% and 0.1%—beyond which efficiency may decline. Comparisons must therefore account for differences in molecular weight and solids content, rather than mass alone [43]. In addition, parameters such as clinker moisture, diffusion rate of the additive, and thermal robustness strongly influence GA effectiveness, while pH and evaporation temperature further dictate adsorption capacity and stability under grinding conditions [49, 96–98]. Collectively, these findings underscore that optimizing GA performance necessitates an integrated evaluation of molecular structure, ionic character, and process conditions to ensure efficient coating, reduced agglomeration, and enhanced grinding efficiency.
The effectiveness of GAs is generally attributed to two complementary mechanisms. First, the physico-chemical action involves the adsorption of negatively charged functional groups onto positively charged Ca²+ sites on the cement surface, which lowers surface free energy and stabilizes newly formed surfaces [43, 99]. Second, GAs mitigate particle agglomeration by inhibiting the re-adhesion of fine particles, thereby increasing powder fluidity and reducing excessive material entrapment between grinding media [51, 60]. However, literature emphasizes that overly high fluidity may diminish particle–ball contact and reduce grinding efficiency, highlighting the need to maintain an optimal fluidity range for maximum performance.
Katsioti et al. [100] investigated the performance of six distinct GAs derived from varying mixtures of TEA and TIPA. The GAs tested included formulations of 100% TEA, 99% TEA, 90% TEA, 23% TEA–77% TIPA, 85% TIPA, and 95% TIPA, all applied at a dosage of 0.015%. The grinding efficiencies observed were 14%, 10%, 13%, 20%, 22%, and 26%, respectively, when compared to the control cement. The study concluded that TIPA exhibited superior performance relative to TEA, with energy efficiency during grinding correlating positively with the active chemical content of the GA employed.
In the research conducted by Assaad [83], diethylene glycol (DEG) and propylene glycol (PG) were used at dosages of 0.028% and 0.053%, respectively, yielding grinding efficiencies of 10% and 18%, compared to the control cement. The quantity of cement remaining on the 90-micron sieve was 2.76% for the control cement, which decreased to 1.27% for the cement containing GA at a dosage of 0.028% and further to 0.9% at 0.056% dosage. This reduction demonstrates that the amount of fine particles increases with the augmentation of GA dosage.
Sun et al. [80] utilized glycerin as a GA at concentrations of 0.01%, 0.02%, 0.03%, and 0.04%, resulting in grinding efficiencies of 16%, 25%, 25%, and 33%, respectively, compared to the control cement without any GA. The surface energies of the cements ranged from 65 to 130 mJ·mm−² for the control cement, whereas the cement containing 0.04% glycerin exhibited surface energies between 59 and 98 mJ·mm−², further supporting the efficacy of glycerin.
Kobya et al. [15] examined the grinding performance of amine- and glycol-based additives at various dosages (0.025%, 0.05%, 0.075%, and 0.1%). In this study, grinding performance was evaluated based on the energy consumed to achieve the target Blaine fineness. The ranking of GAs in terms of grinding efficiency was determined to be TIPA > DEG > DEIPA > EG. The optimal grinding efficiency was observed at a dosage of 0.075% for all GAs, except for TIPA, which exhibited the best performance at a dosage of 0.1%. Notably, there was no significant improvement between the 0.075% and 0.1% TIPA dosages.
Kaya et al. [14] developed four different GAs by blending amine-based TEA and TIPA additives in various proportions. The study highlighted that the additive comprising 100% TIPA provided the highest grinding efficiency for achieving the target Blaine fineness. This enhanced performance was attributed to TIPA’s influence on grain surface energy, which facilitated the formation of narrower and more uniform grains compared to other GAs, thereby mitigating agglomeration.
Table 2 summarizes key studies in the literature examining the effects of different types of GAs on grinding efficiency, including their dosage ranges, mill types, and main performance outcomes.
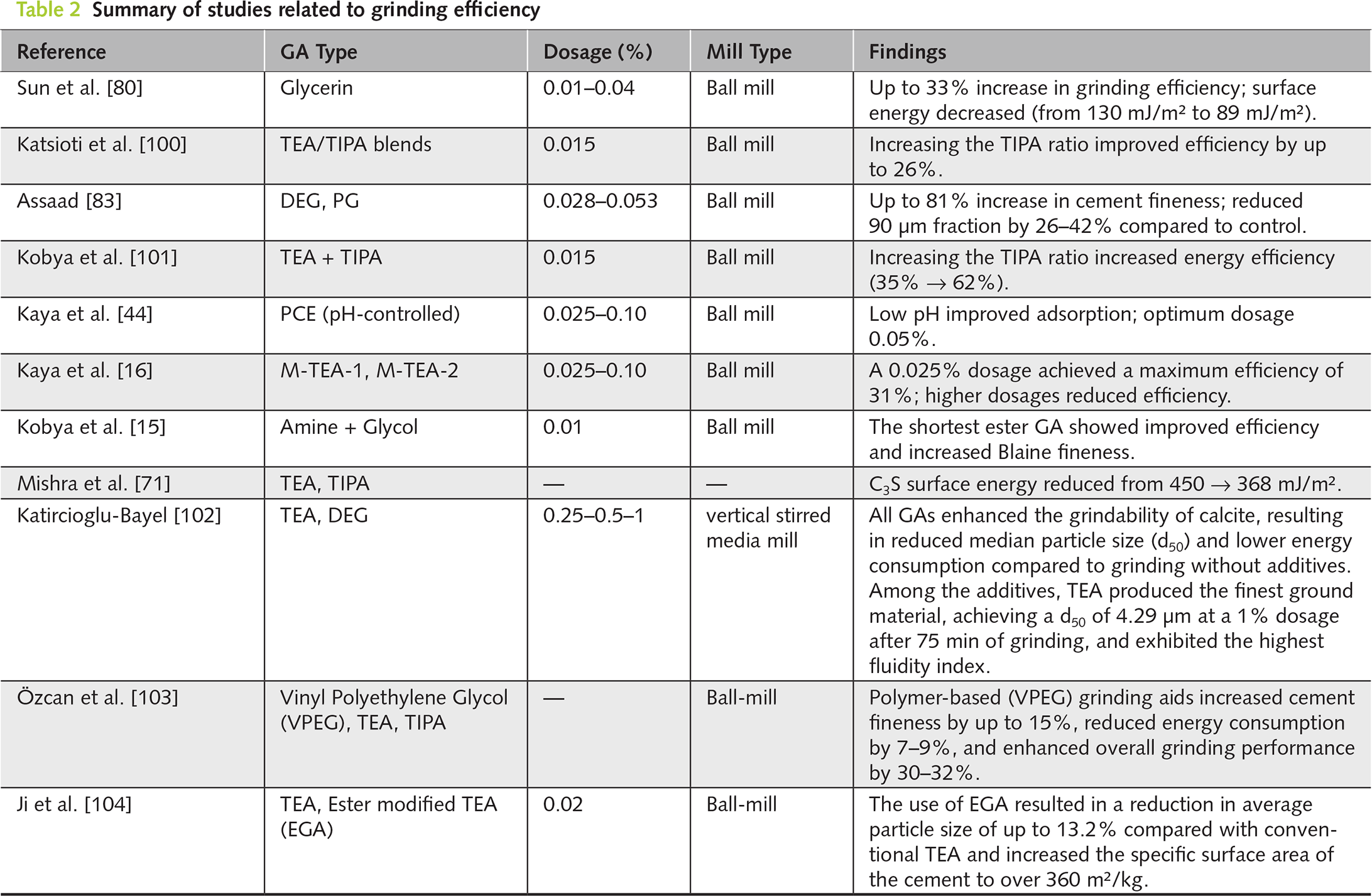
It should be emphasized that the term grinding efficiency is used in the literature to represent different, though related, performance metrics, which may lead to ambiguity if not clearly defined. In general, grinding efficiency can be classified into three main categories: (i) energy-based efficiency, expressed as the reduction in specific energy consumption required to achieve a target fineness (e.g., kWh/t to reach a given Blaine value or sieve residue); (ii) fineness-based efficiency, evaluated through increases in Blaine surface area, reductions in characteristic particle sizes, or decreases in sieve residues at constant energy input; and (iii) surface- or agglomeration-related efficiency, assessed indirectly via changes in surface energy, powder flowability, or the degree of particle agglomeration. The studies summarized in this section employ one or more of these approaches—for example, energy reduction at fixed Blaine fineness [15], sieve residue and particle-size refinement [83], or surface energy reduction correlated with fineness improvement [80]. While these metrics are not identical, they are complementary and reflect different aspects of the same underlying process. Therefore, meaningful comparison of grinding-aid performance requires explicit identification of the efficiency metric used and, where possible, the combined evaluation of energy consumption, fineness development, and agglomeration behavior. Adopting such a structured classification improves clarity, facilitates cross-study comparison, and enables a more rigorous assessment of grinding-aid effectiveness across different experimental and industrial conditions.
Overall, a holistic evaluation of the studies indicates that GAs substantially enhance grinding efficiency primarily by lowering the energy demand of the process. Despite differences in chemical structure or functional groups, all findings consistently highlight the critical role of dosage optimization: insufficient dosages lead to weak adsorption and limited efficiency gains, whereas excessive dosages increase powder fluidity to a level that reduces particle–ball contact and ultimately diminishes grinding performance. Therefore, the appropriate selection and optimization of GA type and dosage remain key determinants for achieving targeted fineness, maintaining rheological stability, and ensuring energy-efficient cement production.
In grinding efficiency assessments, cement researchers and companies often prefer laboratory mills due to the high costs associated with industrial milling. Grinding efficiency is typically quantified by the energy consumed in laboratory mills and the resulting Blaine fineness value. However, the data obtained from these laboratory mills do not precisely align with those from industrial mills. This discrepancy arises from several factors, including the two-compartment structure of industrial mills, the transfer of particles with reduced size to the second compartment, the presence of various “dead spaces” in the mill, and significant differences in feeding and ball sizes between laboratory and industrial setups. Moreover, industrial grinding processes tend to produce a more uniform particle size distribution. In contrast, laboratory mills grind all particles collectively, resulting in a potentially higher proportion of fine particles than observed in industrial mills [105, 106].
It is essential to note that two cements with distinct particle size distributions may yield identical Blaine values, indicating that Blaine measurements do not accurately represent the complete particle size distribution [106, 107]. For instance, when analyzing materials ground under different conditions, the significance of particle size distribution becomes evident, as a coarse and flat distribution may achieve the same Blaine value as a fine and steep distribution. The surface energy of smaller particles tends to increase, indicating that cements with different particle size distributions but identical Blaine values may exhibit varying characteristics, such as powder fluidity, water requirement, setting time, the heat of hydration, adsorption properties, spreading performance, and compressive strength [108, 109].
Tsakalakis and Stamboltzis [3] noted that superfine particles smaller than 3 µm influence workability but contribute minimally to compressive strength. They further emphasized that grains larger than 32 µm are too large to achieve complete hydration during the hydration process. Consequently, it has been determined that cement grains within a size range of 3 to 32 µm are optimal for achieving the highest compressive strength. While an increase in very fine grains (approximately 3 µm) may enhance early strength, it can also induce undesirable volume changes, negatively impacting flow performance.
Additionally, the calculation of fineness values for cements produced using grinding aids (GAs) across different devices complicates the comparison of various studies. The use of different gases, such as nitrogen or air, during fineness determination can lead to measurement discrepancies due to the adsorption of these gases by the cement grains. Furthermore, GA molecules adsorbed on cement particles may alter grain size distribution and Blaine fineness values, as they affect the permeability of the cement [34]. Therefore, meticulous attention should be given to the determination and evaluation of particle size distribution in cement research.
Table 3 summarizes some studies in the literature on the effect of GA use on particle size distribution (PSD) change.
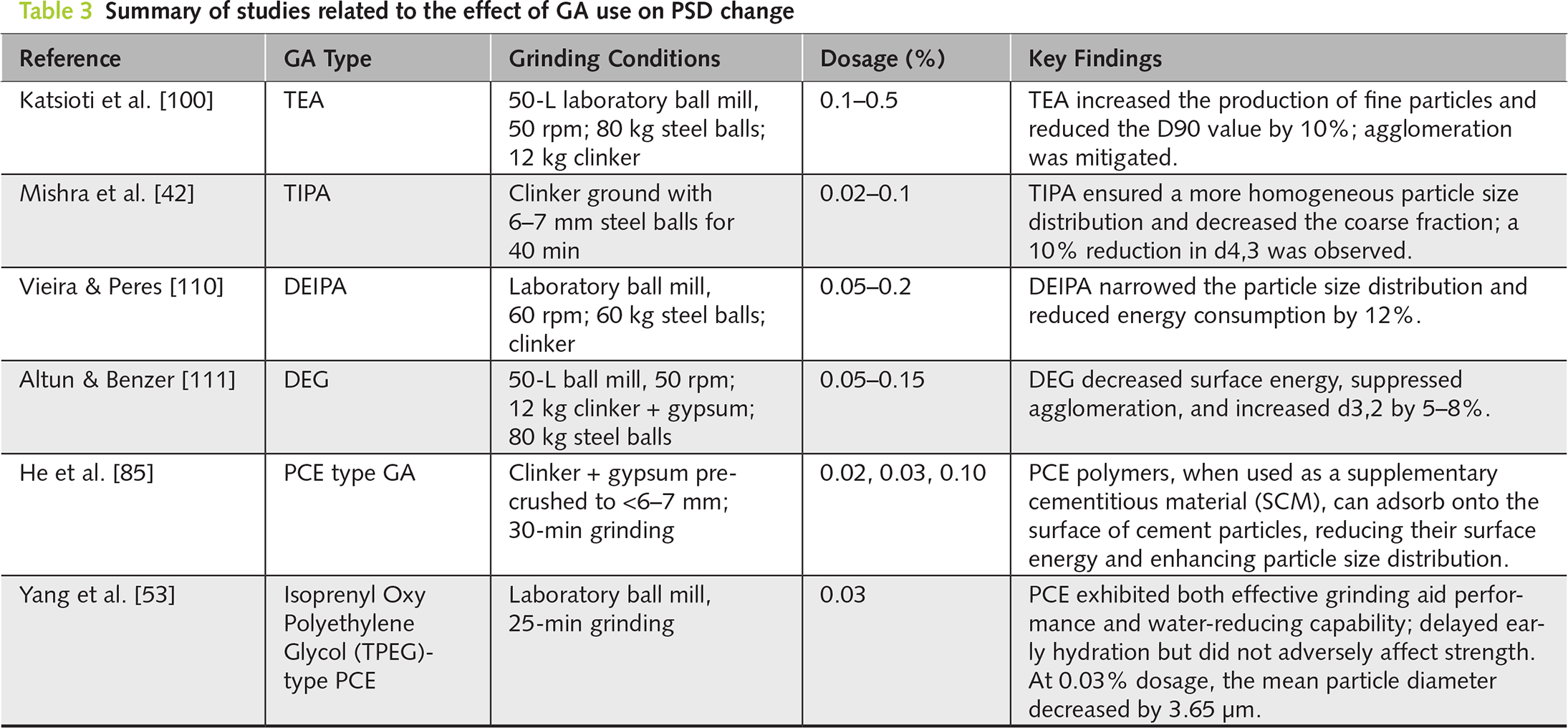
In conclusion, GAs can enhance cement reactivity primarily by narrowing the particle size distribution. This effect is strongly governed by the chemical nature of the additive—particularly its pH, molecular structure, and surface adsorption characteristics. While amine- and glycol-based GAs are generally effective in improving particle fineness, PCE-based systems offer superior performance by simultaneously increasing fineness and improving distribution homogeneity. Therefore, in the context of sustainable cement production, the selection of an appropriate GA should be guided by its chemical structure–surface interaction behavior to achieve more controlled and efficient particle size distribution.
Despite the extensive reliance on laboratory-scale grinding studies to evaluate the influence of GAs on particle size distribution, it is important to recognize that the translation of these findings to industrial mills is not always straightforward. Several industrial-scale investigations have reported that, although the absolute magnitude of fineness improvement may differ, the fundamental effects of GAs—namely, reduced agglomeration, narrower particle size distribution, and improved energy efficiency—are also observed under full-scale operating conditions [34, 105, 106]. In industrial mills, the two-compartment design, internal classification, and continuous material flow tend to moderate the formation of excessive ultrafine particles, resulting in a more controlled PSD compared to laboratory mills. Nevertheless, GAs remain effective in industrial systems by promoting selective breakage and stabilizing newly formed surfaces, thereby facilitating a shift toward the optimal particle size range for hydration (3–32 µm) identified in both laboratory and plant studies [3, 14]. These findings suggest that laboratory mill results, while not quantitatively identical to industrial outcomes, provide reliable qualitative trends regarding GA performance, particularly when PSD-based metrics rather than Blaine fineness alone are considered. Consequently, the combined evaluation of laboratory and industrial data is essential for accurately predicting GA effectiveness in real cement production environments.
3.7 CO2 emission and environmental impact
In 2023, Turkey produced approximately 81.5 million tons of cement [112]. The conversion factor for electrical energy consumption in cement production to CO2 emissions has been reported as 0.484 tCO2/MWh [112]. Therefore, the CO2 emissions resulting from the electrical energy used during clinker grinding can be quantified. According to Kaya et al. [34], the clinker grinding process utilizing GAs consumes a total of 3,220,011 MWh of energy annually, translating to 233,708 t of CO2 emissions. By employing GAs, CO2 emissions from electrical energy can be reduced by approximately 83,000 to 235,000 t.
It has been estimated that a household in Turkey, with a family of four, consumes around 2920 kWh of electricity per year [113]. Kaya et al. [14] highlighted that the annual electricity savings achieved through the use of GAs during clinker grinding could benefit approximately 120,000 families. As previously noted, cement production is a process characterized by substantial environmental impacts due to its high energy consumption and greenhouse gas emissions, significantly contributing to the global carbon footprint. Thus, minimizing the carbon footprint is crucial for achieving sustainability goals.
Literature indicates that the incorporation of GAs has considerable potential to mitigate the environmental impacts associated with cement production. The use of GAs results in reduced energy consumption during clinker grinding, thereby lowering the carbon intensity of cement production. Furthermore, a decrease in greenhouse gas emissions per unit of material enhances the environmental sustainability of the cement industry and aids in combating climate change. In this context, the application of GAs not only provides economic and operational benefits but also diminishes adverse environmental effects, facilitating a greener production process.
Nevertheless, the environmental benefits associated with GA application during clinker grinding should be evaluated alongside the environmental burdens arising from their production and chemical synthesis. The manufacture of organic GAs—particularly amine- and polymer-based systems—requires energy-intensive processes and petrochemical feedstocks, which are associated with upstream CO2 emissions and resource consumption. Although these impacts are generally small relative to the energy savings achieved during grinding, they may become non-negligible when high dosages or complex synthesis routes are employed. Therefore, a comprehensive life-cycle assessment that considers both the benefits of reduced grinding energy and the environmental footprint of grinding-aid production is necessary to fully quantify their net sustainability contribution and to guide the development of more environmentally benign formulations.
In this study, the parameters affecting clinker grinding efficiency are analyzed under the heading of grinding conditions and GAs. Thus, it aims to contribute to the existing literature and to create a reference source for producers and researchers.
As a result of the study, it was seen that mill type, loading type, rotation speed, ball type, and distribution are the most important parameters in determining the grinding conditions.
Regression and modeling studies have gained importance in selecting the optimum grinding conditions due to the high number of effective parameters.
The use of GA enhances grinding efficiency and reduces CO2 emissions by saving electrical energy.
The performance of GA is affected by parameters such as the type of additive selected, the molecular weight of the additive, and the adsorption performance. In addition, studies have emphasized that the type of clinker and dosage effect should also be considered in selecting GA to achieve the desired grinding performance.
In the studies examining the efficiency of the GA, it was found that there was a lack of examination of all the parameters affected by the GA under a single roof. The fact that the GA only increases the grinding performance does not mean that the additive is efficient. GAs affect the entire hydration process and the compatibility of cement admixtures. Therefore, it is understood that the studies should be comprehensively examined, and an efficiency analysis should be carried out.
Use of GAs,
- significantly influence cement properties, including particle morphology, powder flowability, hydration kinetics, water demand, strength development, and admixture compatibility. Reported strength improvements of 5–20% highlight that GA selection impacts both process efficiency and final product performance,
- can improve grinding efficiency by approximately 10–35%, leading to electrical energy savings of 5–15% and corresponding reductions in CO2 emissions,
- In terms of cementitious systems, fresh state and hardened state properties such as degree of hydration reaction, morphology of hydration products, water demand, setting time, spreading performance, compressive strength,
- significantly affects cement-additive compatibility as it affects particle surface properties.
Overall, GAs should be regarded as multifunctional process modifiers rather than simple grinding enhancers. Reliable performance evaluation therefore requires a holistic approach that simultaneously considers grinding efficiency, hydration behavior, admixture compatibility, and environmental impact. Future studies should emphasize coupled laboratory–industrial investigations and multi-criteria assessment methods to support optimized and sustainable cement grinding practices.
Acknowledgement
The authors gratefully acknowledge the support of the Scientific and Technological Research Council of Turkey (TÜBİTAK) under Grant No. 222M245. They also express their sincere appreciation to the Bursa Uludağ University Science and Technology Centre (BAP) for its support through Grant Nos. FYL-2025-2130 and FGA-2025-2048. In addition, the second author extends his gratitude to TÜBİTAK for the 2211A scholarship provided during his doctoral studies. The corresponding author also gratefully acknowledges the support of the Turkish Academy of Sciences (TÜBA).
Funding Statement
This research was funded by TÜBİTAK under Grant No. 222M245.
Author Contributions
The authors confirm contribution to the paper as follows: Conceptualization, Veysel Kobya, Yahya Kaya, Okay Altun and Ali Mardani; investigation, Veysel Kobya, Yahya Kaya, Okay Altun and Ali Mardani; writing—original draft preparation, Veysel Kobya and Yahya Kaya; writing—review and editing, Veysel Kobya, Yahya Kaya, Okay Altun and Ali Mardani; visualization, Veysel Kobya, Yahya Kaya, Okay Altun and Ali Mardani; supervision, Okay Altun and Ali Mardani; project administration, Ali Mardani. All authors reviewed and approved the final version of the manuscript
Availability of Data and Materials
Data available on request from the authors.
Ethics Approval
Not applicable.
Conflicts of Interest
The authors declare no conflicts of interest.
Abbreviations
The following abbreviations are used in this manuscript:
| GAs | Grinding Aids |
| GA | Grinding Aid |
| MEA | Monoethanolamine |
| TEA | Triethanolamine |
| TIPA | Triisopropanolamine |
| DEIPA | Diethanolisopropanolamine |
| EG | Ethylene Glycol |
| DEG | Diethylene Glycol |
| PG | Propylene Glycol |
| VPEG | Vinyl Polyethylene Glycol |
| TPEG | Isoprenyl Oxy Polyethylene Glycol |
| PSD | particle size distribution |
| AFm | Monosulfoaluminate |
| DEM | Discrete element method |