Gypsum dehydration potential and mean residence time of a stirred media mill during ultra-fine grinding of cement clinker and gypsum
 All VDZ
All VDZ
 Bildquelle Re magnis denda abo. Namenim agnatqu id
Bildquelle Re magnis denda abo. Namenim agnatqu id
![2 Process flow sheet of the grinding plant used [12]](/uploads/images/2022/w300_h200_x357_y198_Process_VDZ_Figure_2.JPG-710ad78d0169de69.jpeg) Bildquelle Re magnis denda abo. Namenim agnatqu id
Bildquelle Re magnis denda abo. Namenim agnatqu id
 Bildquelle Re magnis denda abo. Namenim agnatqu id
Bildquelle Re magnis denda abo. Namenim agnatqu id
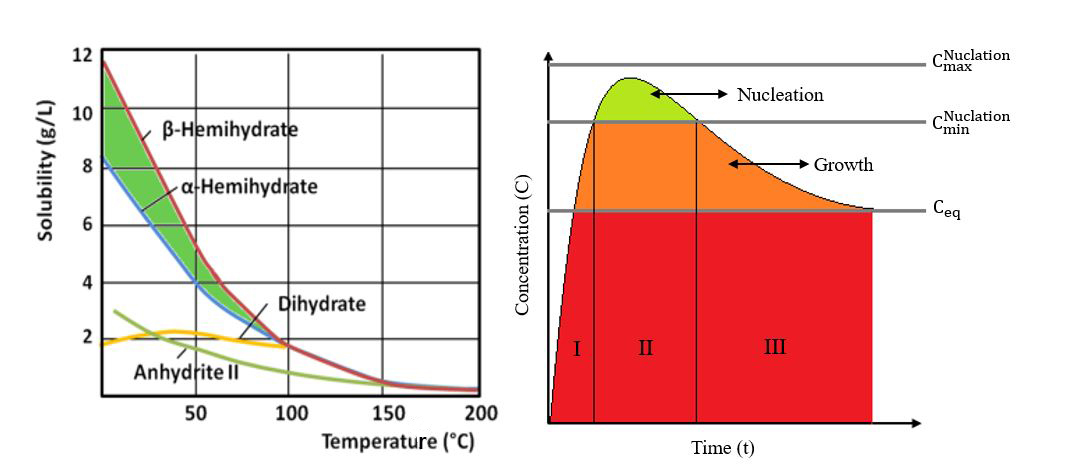
![4 Calculated phase transitions of gypsum, hemihydrate and anhydrite as functions of the temperature and partial water vapour pressure according to [9]. Experimental data points from [15]](/uploads/images/2022/w300_h200_x297_y421_Process_VDZ_Figure_4.JPG_NEU-485f31fcb8cdaef3.jpeg) Bildquelle Re magnis denda abo. Namenim agnatqu id
Bildquelle Re magnis denda abo. Namenim agnatqu id
Current research on cement grinding is focussing on proportionate separate ultra-fine grinding in a stirred media mill and subsequent mixing of the cement main constituents of their different finenesses. However, very little is known about the gypsum dehydration potential of these mills. This has now been investigated systematically for the first time.
1 Introduction
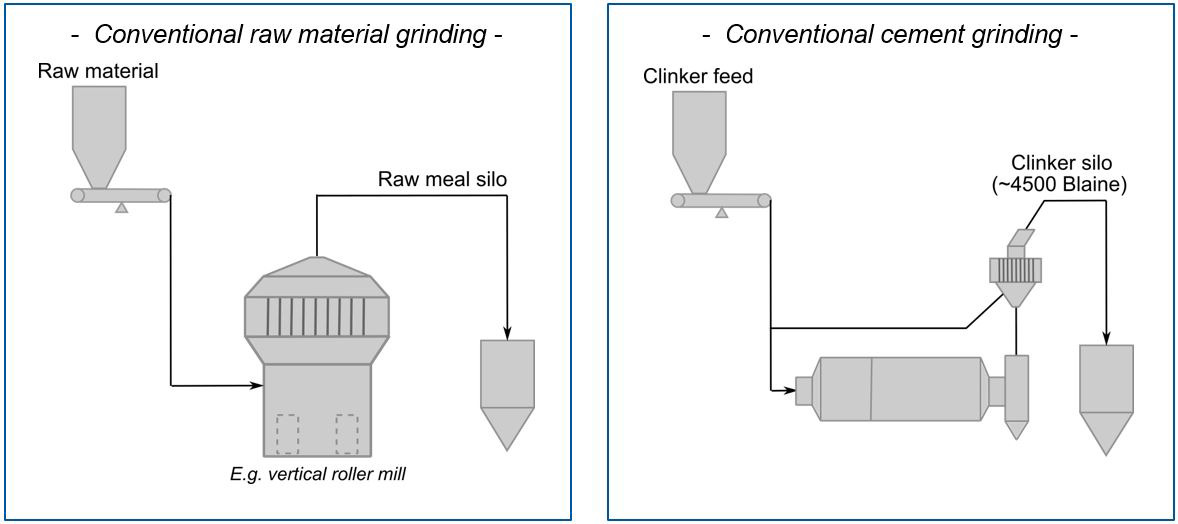
Because of growing challenges in comminution technology with respect to rising product finenesses, controllable particle size distributions and higher energy efficiency, the current trend of research work is towards proportionate ultra-fine grinding of the cement main constituents using stirred media mills (SMMs). The “separate ultra-fine grinding” process utilizes high energy efficient pre-comminution stages, such as high-pressure comminution devices (1st grinding stage), in which several different intermediate products are pre-ground to different finenesses. A small proportion of the finest intermediate product from the 1st grinding stage is then ground separately to very high finenesses by SMMs (2nd grinding stage), so that – at the end – there is a pool of different intermediate products with varying finenesses for mixing cements (Figure 1) [1, 2, 3].
The fact that SMMs are suitable for ultra-fine grinding of cement main constituents is well known and has already been demonstrated. By separate ultra-fine grinding and carefully controlled mixing of coarse and, in some cases, very fine intermediate products it is possible to produce cements with particle size distributions that differ only slightly from those from ball mills. However, the specific energy demand for producing cements can be reduced compared to ball mills by separate ultra-fine grinding and mixing [2, 3]. The gypsum dehydration that is important for the cement properties is ensured in ball mills because of their long residence times and high grinding chamber temperatures. However, there is little knowledge available for SMMs about the extent of gypsum dehydration, which means that the dehydration potential must be investigated systematically for the production of cements.
2 Gypsum dehydration during cement production
Sulfate agents are normally used in the cement industry for controlling the setting times of cements, and consist, depending on the location of the cement plant, of a mixture of gypsum (CaSO4∙ 2H2O) and anhydrite (CaSO4). Up to about 5 mass% of sulfate agent is normally added to the cement and the calcium sulfates with their differing solubilities control the setting rates of the cements. The most readily soluble calcium sulfate is hemihydrate (CaSO4 ∙ 0.5H2O), which is produced during the dehydration of gypsum to anhydrite and occurs only rarely in nature [4]. In aqueous solutions and at 20 oC it is 4 times more readily soluble than anhydrite or gypsum [5] and is chiefly needed for reactive clinker. An early systematic formation of ettringite and the controlability of the initial setting of the cement can be achieved through the quantity of hemihydrate. An excessive amount of hemihydrate leads to an oversupply of dissolved sulfate and to “false setting” as a result of the formation of secondary gypsum. Less readily soluble sulfate phases, such as natural anhydrite, ensure that sufficient sulfate is also available for late hydration reactions [6]. The proportions of gypsum, hemihydrate and anhydrite are individually optimized for each type of cement [7].
The dehydration of gypsum to hemihydrate normally takes place during the grinding process in the cement mill. Depending on the mill temperature, the gypsum becomes partially or completely dehydrated to hemihydrate or anhydrite respectively. According to [8] the temperatures at which gypsum dehydration to hemihydrate can take place lie between 95 and 170 °C. The results of [9] indicate that gypsum dehydration can even begin at temperatures below 70 °C. Typical ball mills, which are currently used predominantly for cement grinding in Germany, reach temperatures of up to 125 °C in the mill exhaust gas. Experience has shown that these grinding chamber temperatures facilitate complete gypsum dehydration to hemihydrate. High-pressure grinding rolls and horizontal and vertical roller mills used in combination with hot gas generators or with process exhaust gases also reach similar temperature ranges [10; 11]. However, complete gypsum dehydration is not always possible in these cases because of the quite short residence times [11], which must be taken into account regarding the corresponding cements. This means that the temperatures in the grinding system must be measured and the mean residence time of the material being ground must be determined in order to investigate the dehydration potential of an SMM. With separate ultra-fine grinding, the products from an SMM are only added to the cement in small quantities for energetical reasons and cement technological considerations so a higher proportion of sulfate agent, which lies above the usual 5 mass%, can be ground in the SMM. An intermediate product consisting of 85 mass% clinker and 15 mass% FGD (flue gas desulfurization) gypsum (C85/G15) was therefore used in the grinding trial described below using a vertical stirred media mill.
3 Method
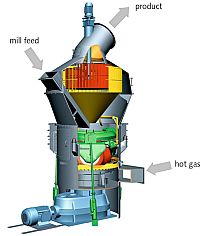
The experimental setup consisted of a vertical stirred media mill (vSMM) integrated into a plant with feed hopper, bucket elevator, 3rd generation separator and filter (Figure 2). The exhaust air is recirculated. The production settings of the vSMM and of the dynamic separator are listed in Table 1. The rotational speeds of the separator, of the stirrer and grinding chamber wall were kept constant over the entire test period. The maximum feed particle size of the vSMM used was limited to about 2 mm, so that the clinker was pre-ground beforehand to a specific surface area of about 3700 cm2/g (Blaine) and a RRSB position parameter x’ of 13 μm. When the grinding plant was operating in a stable condition with pure clinker, the grinding temperature was about 75 °C. During this trial the plant throughput was constant at 170 kg/h. After grinding pure clinker and when stable plant operation had been achieved, the FGD gypsum was added in order to measure both the mean residence time and the degree of gypsum dehydration in the vSMM. The FGD gypsum used was predried at about 40 °C. The FGD gypsum feed had an RRSB position parameter x’ of about 67 μm. In total, 15 mass% of the clinker was replaced by FGD gypsum, which was introduced continuously through an opening in the bucket elevator (see point G in Figure 2). After the plant operation had been re-stabilized a product consisting of 85 mass% clinker and 15 mass% FGD gypsum was produced (C85/G15 mix). The FGD gypsum content and the percentage of water in the material being ground was determined over the period of the grinding from the start of gypsum feed until stable plant operation was achieved again.
The sampling (see point P in Figure 2) was carried out at pre-defined time intervals, starting at the same time as the start of the FGD gypsum feed. With the samples that were obtained it was possible to determine the progress over time of the gypsum concentration in the product from the start of addition until the plant was stabilized. The phase composition (gypsum – hemihydrate) in the product was also determined. Through the progress of the gypsum concentration over time it is possible to obtain information about the residence time of the sulfate particles in the plant but the levels of the different calcium sulfate phases provide an indication of the degree of gypsum dehydration within the vSMM.
4 Analysis
4.1 Loss on ignition
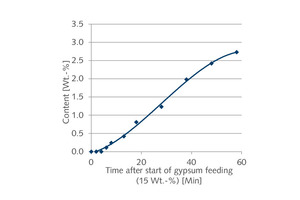
The FGD gypsum contains crystal water, so the water content also rises with the increasing quantity of gypsum in the product. The water content of the samples that had been taken was therefore determined after appropriate homogenization. An analyzer from Eltra (CW Multiphase) was used for this purpose. The results are shown in graphical form in Figure 3 (left).
4.2 Levels of gypsum and hemihydrate
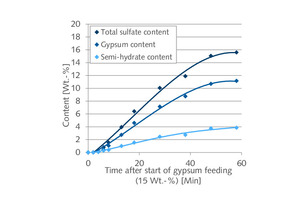
A DSC (differential scanning calorimetry) measurement was carried out on each sample to determine the content of hemihydrate using a differential calorimeter from Mettler-Toledo (DSC 821) with a heating rate of about 30 K/min. Figure 3 (right) shows the results of the DSC measurement for all the samples.
5 Results
As a result of the increasing gypsum content the amount of water increased with the increasing test duration (Figure 3, left) and reached a maximum after the start of stable plant operation (after approx. 60 min). Figure 3 (right) shows that up to about 2 min after the start of the test, there was still no sulfate present in the samples and as a consequence no dehydration reaction could have taken place. Between 4 and 6 min after the start of the test the amount of hemihydrate relative to the total sulfate content averaged 45%. After about 60 min the maximum quantity of hemihydrate of about 26% relative to the total sulfate content appeared. This means that under the given test conditions the degree of gypsum dehydration achieved with the vSMM used was about 26%. Total sulfate levels of somewhat over 15 mass%, as shown in Figure 3 (right), can be attributed to fluctuations during the addition of the gypsum. With the aid of the measured water contents of the samples it is also possible to calculate the mean residence time of the particles in the grinding system. On the basis of the results in Figure 3 (left) a mean residence time of about 24 min was determined with regard to the method described in [13]. This means that on average a particle requires 24 min to pass through the plant (bucket elevator, vSMM and separator).
6 Evaluation of the results
The gypsum dehydration capability determined under the given test conditions of about 26% in the vertical stirred media mill can be considered as relatively low compared with the dehydration capability of ball mills (up to 100%). Comparable grinding trials in a semi-industrial horizontal SMM have shown that with fairly long operating times, grinding chamber temperatures of up to 130 °C are possible when grinding clinker [14]. The temperatures in the grinding chamber of the vSMM determined in the test of about 75 °C are too low and an mean residence time of about 24 min is too short to achieve a higher gypsum dehydration rate. The data show that after about 8 min the degree of dehydration remains constant at about 26% and thereafter the dehydration conditions (temperature and water vapour pressure) remain virtually unchanged until the end of the test. Tang et al. [9] have modelled and calculated the phase transitions of gypsum to hemihydrate and to anhydrite at different temperatures and partial water vapour pressures using thermodynamic data. Experimental data from [15] have also been included in Figure 4 in addition to the results of the model calculations. It can be concluded from Figure 4 that the partial water vapour pressure at a temperature of 75 °C must theoretically be about 0.30 bar in order to achieve a phase conversion from gypsum to hemihydrate. At 15 mass% the sulfate agent content, and therefore also the amount of water in the C85/G15 mix in the grinding tests, is however substantially higher than in normal cement production. The partial water vapour pressure in the tests was therefore presumably higher than 0.30 bar, which would explain the low degree of dehydrated gypsum. A higher gypsum dehydration in the vSMM would theoretically be expected if the amount of sulfate agent in the cement were at the normal level of 5 mass%. Bearing in mind the test conditions that have been described, the following options are suggested for raising the degree of gypsum dehydration in the clinker-gypsum mix (C85/G15) in a vSMM:
extending the mean residence time in the system of the material being ground
raising the temperature in the grinding chamber (e.g. by insulating the grinding chamber or using hot gases)
lowering the water vapour pressure in the grinding system by reducing the quantity of recirculating air
The residence time can in fact be increased by introducing a coarser feed material; however, this would not be appropriate purely for energy reasons. Associated fineness-dependent residence times and degrees of gypsum dehydration are also possible. The stirred media mill used was not optimized for cement grinding, so if the grinding chamber geometry, the degree of media filling and the media diameter are adjusted there is the potential for controlling the operation so that an extension of the mean residence time can be achieved without an excessive increase in fineness.