Monitoring of bulk materials in the cement plant




To monitor the material flow the non-contact microwavemotion detector “FlowJam” can be used for all bulk materials (Table 1). The DK-value of the material plays no role in this. Even with silicic acid in small volumes, FlowJam detects a material flow. The SWR sensor makes material flow monitoring from a flow rate of 10 cm/s possible. The detection takes place independently of the direction of movement through the analysis of the Doppler effect. Material movements in metallic piping, shafts, freefall sections or transfer points are shown through two switching states on the output relay. Additional operating areas can be found on conveyor belts, material infeeds or volumetric dosing systems. To meet the partly different requirements, this device was continuously adjusted to the different requirements of the processes. Due to the need for high sensitivity so that small quantities of dust can also be detected immediately, the “FlowJam-high” was created.
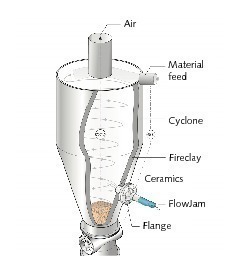
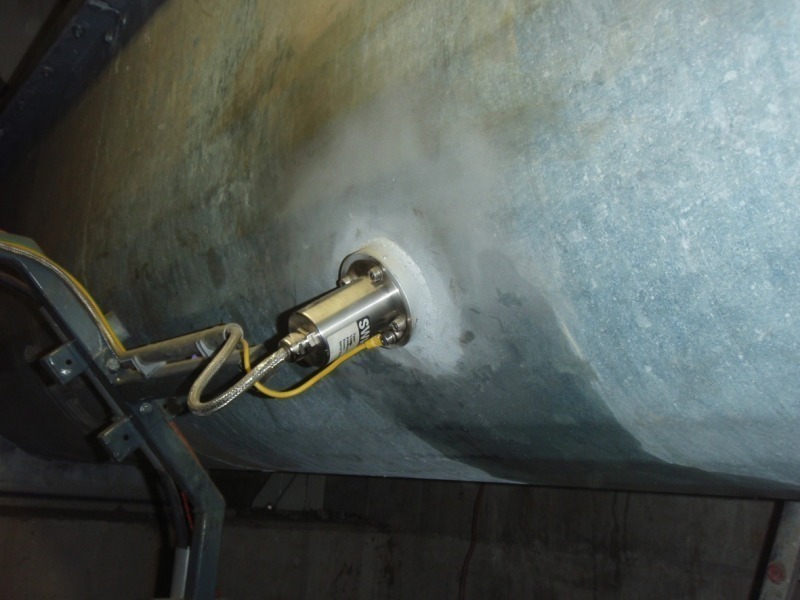
All members of the FlowJam family can be equipped with the optionally available process adapter that permits operation at temperatures of up to 200 °C and pressures up to 20 bar. At the same time, the process adapter makes operation in Ex-Zone 20/22 possible. With ceramic mounting parts, a decoupling from very hot areas such as cyclones is possible (Figs. 1 and 2). The decisive advantage of the “FlowJam” is its absolute lack of sensitivity regarding any soiling. The “FlowJam” can detect effortlessly through caked material, which always occurs in bulk material processes. The monitoring of material flow through non-metallic materials, such as glass, PVC, ceramics and similar materials expands the range of possibilities.
Maximum or minimum? – To obtain a reliable answer to this simple question often proves unexpectedly difficult in reality. The utilisation of radar has proven useful here as well. Almost all kinds of bulk material can be detected with regard to their level with the “ProGap II”. The risk of aggregates gathering due to container overflow or of quality fluctuations through idling can be avoided through a timely alarm. As a standard, measurements can be taken in all containers up to a diameter of 18 meters. Even designs that are capable of displaying levels over significantly greater distances are available from SWR-engineering on request. Especially in raw process areas such as for example for fluff dosages, stone-crushers or waste chutes, the disadvantages of the ProGap system compared to other technologies are clear. Damage through the material are excluded, since the installation takes place flush to the wall.
The installation of the two parts that are identical in construction, transmitter and recipient, is generally carried out using a 1 ½“-threaded connector. However, it is also possible to perform the installation with any other type of fitting that ensures that the transmitter and recipient are correctly aligned to each other. Just as with material flow monitoring using “FlowJam”, the “ProGap II” can also be equipped with the process adapter for 200 °C, pressures up to 20 bar and ex-zone separation 20/22 as well as with the flange mounting for high-temperature areas. The “ProGap II” can detect through all non-metallic materials (e.g. PVC, quartz glass, plexiglass, fireclay). Monitoring processes can thus be completely decoupled from the container interior.
To carry out an online recording of volumes of bulk material the use of only belt weighers and impact plates is no longer conceivable. The number of applications in which bulk ma-terial measurements are carried out electronically increases continually. The advantages for the user are obvious: the retrofitting of the systems is simple. Neither additional installation heights nor fittings in the path of the flow of delivery are required. Test measurements are possible in the short term without great time and effort. Ex-areas and temperatures up to approx. 400 °C are no obstacle. In combination with a patented measurement signal analysis, for example the “SolidFlow” microwave sensor from SWR-engineering supplies a direct measure for the mass flow up to approx. 20t/h. With this system, all powders, dusts and granulated material up to the stated volume can be meas-ured in freefall and in pneumatic lines. In the cement industry, the “SolidFlow” has proved itself in the collection of aggregates such as iron (II) sulphate and other additives, as well as in the measurement of carbon dust to the oven (Fig. 3).
The menu-guided operation of the SolidFlow analysis electronics permits the user a simple commissioning that can be carried out in just a few steps. The operator guidance optionally takes place in 3 languages (German/English/French) and can optionally be carried out via a touch screen or with a laptop computer. In addition, the evaluation electronics are equipped with a unit counter. The possibility to store up to 4 different materials in the electronics expands the area of application even further. A 4 – 20mA output and 2 relay outputs are available as output signals.
Today, the dosage of solid materials is often carried out volumetrically. The only indication for the setting of a desired volume is the rotational speed of mechanical delivery organs, usually rotary feeders or screw conveyors. Since however the material compressibility and filling level of the conveyor are demonstrably not always constant, there are often strong deviations between the target and actual discharge volumes. Using radar technology, dosage controlled by rotary speed can be upgraded to regulated dosage, without integrating a weighing installation that requires more effort and expense.
No matter which material (e.g. raw mix, cement, plaster, salt, gravel) is to be measured in large mass flows (> 20 t/h). Mechanical procedures and the creation of more expensive installation heights can be avoided with the “MaxxFlow HTC”. The “MaxxFlow HTC” is used in areas where large volumes of bulk material have to be measured after mechanical conveyor organs, such as spiral conveyors, pneumatic conveyor systems, rotary conveyors or similar mechanical discharge organs. The fact that here, too, no fittings of any kind have to be installed in the path of the flow of delivery, the advantages of this technology are clearly recognisable. Any material volume (50, 180, 290 t/h or more) can be measured. With an installation height of the sensor element of 300 mm retrofitting in existing systems is easy. MaxxFlow has an extremely abrasion-resistant, ceramic interior. The system can be used up to a material temperature of 120 °C. If used in new systems, its small dimensions can often result in a reduction in installation height, which previously had to be planned for mechanical measuring devices. In case of continuous extraction, the transmitter can be installed immediately after the discharge of the conveyor organ. The measurement is equally independent of the flow rate as it is of the flow pattern of the conveyed material in the line.
Among other places, the MaxxFlow is used in several cement plants in which the measurement of the cement volume is used as a reference input variable for the iron (II) sulphate addition. The recording of the raw mix volume in the cement industry makes it possible to ensure the required mix ratios and thus provide an output of constant quality (Figs. 4 and 5).
Material moisture can be determined through sample extraction and analysis in the lab, although with great effort. A possibility of recording material moisture online, during the ongoing process, is also offered by the microwave. The moisture measurement via microwave provided by SWR-engineering is based on the principle of an open resonator. It is measured in the high-frequency wave range. This is used to record the surface and capillary moisture. The current moisture value is allocated to the damping, the microwave coupled into the object to be measured. Changes in the damping are proportional to the moisture content. The measuring window of the probe that is located in a stainless steel flange housing is protected through a non-wearing ceramic disk. The measurement can also be carried out through plastic without a problem.
The most important prerequisite for a correct measurement of the residual moisture in bulk material is the correct selection of the installation location for the sensor. For bulk material slides or conveyor belts, care must be taken that the material is guided above the probe at a layer thickness that is as even as possible. The installation of the “M-Sens” in spiral conveyors has proved to be especially advantageous. As output, the user receives a 4 – 20mA signal, as well as 2 alarm contacts. The sensor may be installed in all ex-zones (gas + dust) and up to a temperature of 120 °C (Fig. 6).