Use of steel slags in the cement industry
Reply to Yüksel, I., Özkan, Ö.:Physical and mechanical properties of composite cements. ZKG INTERNATIONAL 12/2009, pp. 54.
The article by Yüksel and Özkan postulates rates of replacement of clinker with granulated blast furnace slag (GBFS) and steel slag (specifically: LD slag) of 60 to 80 %. The authors’ deliberations here need to be critically examined, however, since this is an extremely ambitious target for “Portland composite cements”, even when the requirements of EN 197, Part 1, are disregarded. This is the purpose of the present response.
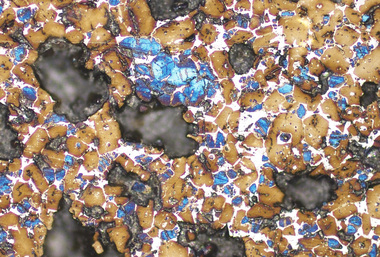
We should note, firstly, that metallurgical slags (Fig. 1) are not, in principle, “industrial waste”. The European Waste Catalogue even now features only Entries 10 02 01 (Wastes from the processing of slag) and 10 02 02 (Unprocessed slag), but not the iron and steel slags which, as customary, are processed for utilization [1]. In addition, the European Commission explicitly acknowledged in 2007 that blast furnace slags are not covered by the definition of “waste” [2]. The achievement of this legal status necessitated intensive research and application efforts. Such an achievement should not be jeopardized by unjustified generalizations.
The use of metallurgical slags, including that of GBFS as an ingredient for cement, for example, did not “achieve great significance” only in the “last century”. Rather, both the slag-producing steel industry and the slag-using building materials industries, such as the cement industry, both in Europe and in many countries outside Europe, invested many decades of effort in establishing a technically high-quality and ecologically acceptable use for these slags. A summary of the current state of the art can, for example, be found in [3–6]. The discussion on CO2 emissions of industrial origin has, at the very least, reinforced these efforts “of the past decade”, since GBFS, in particular, in this case holds significant potential for reduction of CO2 emissions [7]. GBFS has, nonetheless, not been in use only “since the 1940s” [8, 9]. The first cement containing GFBS was standardized as early as 1909 in Germany [10], and in 1923 in England. One must, perhaps, bear in mind the still diverse levels of knowledge and technological development in the various regions of the world.
In order to be able to discuss experimental results on a comparative basis, it is necessary to establish and depict not only the state of the art, but also the entire methodology of sample preparation and evaluation. In this respect, too, there is still considerable potential for optimization in the article by Yüksel and Özkan. A number of critical aspects are examined below.
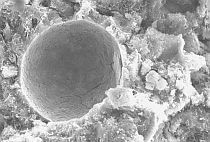
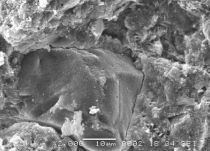
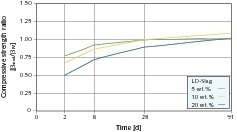
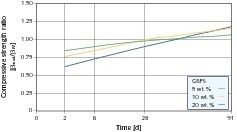
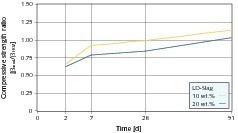
A large number of studies, publications and patents are available concerning the use of steelworks slags as an ingredient for cement, and also as a component in raw meal; these are cited in the article only to an extremely limited extent or, indeed, appear not to be known to the authors. It is necessary to differentiate in this context between whether steel slag, such as LD slag, for example, is merely ground and mixed with Portland cement (e. g. [11–14 and figs. 2-4)]) and whether the liquid slag is firstly chemically modified and then cooled (e.g. [15, 16]).
It is also necessary to take a differentiated view on the statements concerning the occurrence and degree of utilization of steel slags. In Germany, for example, only 11 %, and in Europe as a whole only 6 % of all steel slags (i. e., LD and EAF slags) are landfill dumped, not the overall 35 % claimed by the authors [17]. “Blast furnace slag cement”, what is more, long ago ceased to be produced exclusively in “tube mills”.
Analysis of the numerous publication on this subject will make it clear that it is certainly not possible to generalize about the “cementitious properties of steel slags”. These are, rather, primarily inert materials, as is also confirmed at another point in the text. No “pozzolanic reaction” can therefore be ascribed to GBFS and LD slag. As is well known, GBFS has latent hydraulic properties. LD slag is largely inert, if one disregards certain free lime contents. These, however, are important, particularly in terms of volume stability. The C2S phase is generally present in its b form which, without the simultaneous presence of C3S, reacts only extremely slowly. The remarks concerning Cr-compound content confuse various aspects and do not, for example, take account of the fact that, despite the Crtot content and the oxidizing process, no relevant Cr(VI) oxide contents occur in LD slags, since oxidation of metallic Fe to Fe oxides is thermodynamically favoured. Precisely this topic is of significance for the cement industry [18].
As far as the performance of the tests is concerned, the description of the conditions for preparation and storage of the test objects indicates significant deviations from the requirements of EN 196 with respect to storage and testing (e. g. sawing of the prisms).
As for the chemical analysis, it also appears that the metallurgical origin of the materials has not really been taken into account. In Table 1, for example, only the higher oxidation number, Fe2O3, is given, rather than FeO, for the GBFS, which originates from the reducing blast furnace process. Data on metallic iron are lacking, although they are extremely important in the case of LD slag in view, in particular, of technical considerations concerning grinding. There are also no data on free lime content.
The preparation of mixtures is also of importance for the investigations discussed here, and should be examined comprehensibly. It is stated that 70 % of the pre-ground GBFS was mixed with 30 % pre-ground LD slag and this mixture ground down to around 3500 cm²/g. The mixture is then ground to various final finenesses together with “Portland cement”. Here, presumably, “Portland cement clinker” is intended. Since the grindabilities of GBFS, LD slag and Portland cement clinker differ greatly, the fineness of the three substances in the mixtures will, with certainty, vary greatly, even if overall fineness within a test group remains constant. Conclusions concerning the effects of fineness on binder properties are therefore possible only to an extremely limited degree, if at all. Nor is Blaine value the definitive parameter for definition of fineness - particle size distribution is, rather, the important factor. No data are supplied on this. Direct comparability is not possible if the reference OPC exhibits 3400 cm²/g, and the various mixtures not less than 3800 cm²/g. In Mixture S3a, with 4600 cm²/g, due to the grinding mode selected the clinker component (80 %) will be so fine that the higher strengths are entirely plausible, and are in no way associated with the reaction of GBFS or LD slag.
The fact that setting is retarded is not due to “MgO and Al2O3 content”, as postulated (Section 3.1), but instead, presumably, to the lower clinker content. Information on sulfate input is entirely lacking, although it is, of course, of considerable importance in this context. The assessment of increase in volume in accordance with EN 196, Part 3, is not adequate. It is virtually certain, precisely when LD slags with potentially elevated free lime contents are used, that the resultant mortars and concretes will manifest problems of volume stability. The question of the volume stability of LD slags was discussed in detail as much as thirty years ago. The reaction of free lime and MgO has, correspondingly, no “effect on determination of volume”, but instead on real expansion behavior (Section 3.1).
Portland composite cements are clearly defined in EN 197, Part 1. The combinations examined in this article are not covered by this. The mixtures containing only 20 to 60 % clinker, in particular, bear no relation to standardized European Portland composite cements.
It must be ascertained, by way of conclusion, that the use of steel slags as ingredients for cement as discussed in the article byYüksel and Özkan does, indeed, require further discussion. The experimental results presented do not justify the high substitution rates postulated, the less so, when the demands made on modern cements and concretes in terms, for example, of early strength, are taken into account. Further discussions should extend not only to the option of grinding and adding LD slag to other cement components, such as Portland cement clinker and GBFS, but also to the option of conversion of the liquid slag to clinker.