Recycling of gypsum moulds from the porcelain industry




In the production of porcelain objects, gypsum moulds are disposed of after their wastage. A process for recycling these moulds and returning them to the porcelain production is being developed and tested under practical conditions.
1 Introduction
Utility and decorative porcelain objects are given their shape by using negative gypsum moulds. Various processes are used in the ceramic industry to produce porcelain items. One possibility is the slip casting process. This is a traditional method in which a mixture of minerals and water (slip) is poured into a previously dried gypsum mould. The porous gypsum corpus removes water from the slip. The material gradually settles at the interface between the gypsum mould and the slip. A solid layer of slip is formed. The longer the slip remains in the mould, the thicker the deposited layer becomes. Slip components solidify by collecting and compacting on the surface of the gypsum mould. The remaining slurry is poured off after the required wall thickness of the porcelain green body has been achieved.
The gypsum mould can be produced using high-quality gypsum binders such as cast moulding or rotary mould plaster. These harden with the addition of water to moulds with a high surface quality and can be reused several times before they are too worn. They are then usually disposed of as waste.
The aim of the planned technology development was to develop a recycling process for used gypsum moulds and returning them to the porcelain production. In this procedure, which was tested under practical conditions, the mould abrasion during use and the recyclability of gypsum moulds in the porcelain production were also to be evaluated.
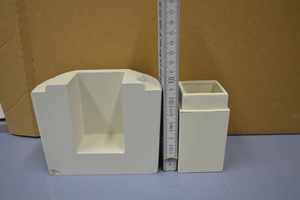
The developed technology includes steps of mechanical processes (crushing, classifying, grinding) and thermal activation to produce a reusable mould plaster capable of setting. As an example, a so-called standard cup was developed as part of the research project, which was to be integrated into the porcelain production cycle. This mould was made from 100% recycled gypsum binder.
2 Mould preparation
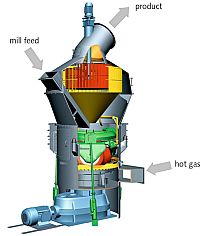
In order to be able to produce a binder from the gypsum moulds, an optimum processing regime (crushing, grinding, classifying) had to be tested for the used moulds. In the first step, this was done on a laboratory scale. The mechanical processing was initially realised manually by means of coarse pre-shredding. The comminuted material was then crushed into pieces in the laboratory jaw crusher (Figure 1), screened (grain sizes > 4 mm) and thermally treated. This was followed by grinding.
The investigations into the influence of the grinding aggregates with different grinding times and volume of feed as well as the determination of the grain size distributions (laser granulometry) were carried out in collaboration with the F. A. Finger Institute for Building Materials Science (FIB) at the Bauhaus University Weimar. Grinding was investigated in a hammer mill, a Karsdorf ball mill and an Alpine ball mill. Preliminary tests showed that the grinding time should be as short as possible for the grinding process. This was achieved with a duration of approx. 3 min and a volume of feed up to 25 kg.
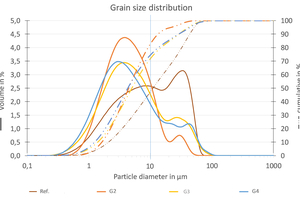
Figure 2 compares the results of the laser granulometry of the reference binder (Ref.) with those of the RC moulding plasters (G2, G3 and G4), ground in the Karsdorf ball mill. The RC binders (G2, G3 and G4) are thermally activated material (heating under dry conditions) that was prepared from old moulds.
Two processing variants were analysed:
1. powdered sample (G2) thermally activated
2. pieced samples thermally activated and then ground to powder (G3 and G4)
The particle size distribution showed that the RC binders had a higher proportion of ultra-fine particles than the industrially produced reference binder (Ref.). The particle size distribution of the powdered sample before heating (G2) was more favourable than that of the samples ground after heating (G3 and G4). For example, the proportion of grain sizes < 1 µm is only about half of the reference binder. A grain composition comparable to the reference binder was not achieved, but this did not prove to be a disadvantage in the course of the investigations.
3 Binder production from RC gypsum
Gypsum moulds are made from so-called moulding plasters. The high quality is caused by surface quality and durability, which were achieved by using a gypsum binder with low water demand and moderate reactivity. In contrast to the easy-to-produce beta-hemihydrate-binder, which results from low temperatures under dry conditions, usually requires higher amount of water and is setting up quickly, the moulding plasters consist entirely or partly of alpha-hemihydrate. This is produced under saturated steam conditions in an autoclave. [1] The thermal activation of gypsum waste in an autoclave to produce alpha-hemihydrate is described in [2]. Here, gypsum waste materials such as grinding dust, milling dust and sawdust are added proportionally to the suspension during the autoclaving of FGD gypsum. In another patent [3], the development of a compound for the production of gypsum moulds from gypsum waste is presented. Various additives must be added to the binder to achieve the required properties.
In the project, used old moulds were thermally treated in a laboratory autoclave and then dried. Thermal activation was used to produce a hemihydrate binder from the worn and crushed gypsum moulds, which ideally contain no more dihydrate. Small amounts of Anhydrite II may be present in the end product. The RC binders obtained in this way had a proportion of alpha and beta hemihydrate and showed a relatively high water demand (water/binder value W/B > 1). For this reason and due to the more complex production process, a special production method without autoclaving was developed. The resulting beta-hemihydrate binder has good properties with a comparable W/B value.
The binder produced from the crushed and grained RC gypsum moulds was subjected to a drying process above 100 °C at different temperatures and with different residence times in the oven. Both the temperature regime and the particle size (powdered or crushed material > 4 mm) influence the phase composition of the binder. Reference materials are industrially produced mould plasters.
The RC gypsum binders contain up to around 10% mineral by-products such as calcite, dolomite and quartz. These are already present in the solid moulds of the reference moulding plasters and originate from their raw material, natural gypsum. Therefore, the maximum achievable content of setting calcium sulphate phases is approx. 90%.
As the water demand of the binder has a significant influence on workability, mould strength and durability (mould erosion), investigations were carried out in this regard. The RC gypsum binder requires approx. 30 wt.-% more water than the reference moulding plaster to achieve a comparable consistency. High-quality moulds can also be produced with lower excess water (10 or 20 wt.-%) compared to the reference. However, setting starts earlier as the amount of water decreases, which is unfavourable for practical use in porcelain manufacture, which is why the increased water requirement was retained. The aim was to obtain a suitable mixture without the addition of additives.
In the end, it turned out that the higher water demand did not have any noticeable effect on the quality of the moulds. The resulting higher capillary porosity did not have a detrimental effect on porcelain production. The moulds are lighter and less binder is required.
Table 1 lists selected parameters of the reference mould plaster and the RC plaster binder from used moulds. The differences determined in the processing properties and water demand are recognisable.
4 Surface quality and influences from multiple recycling cycles
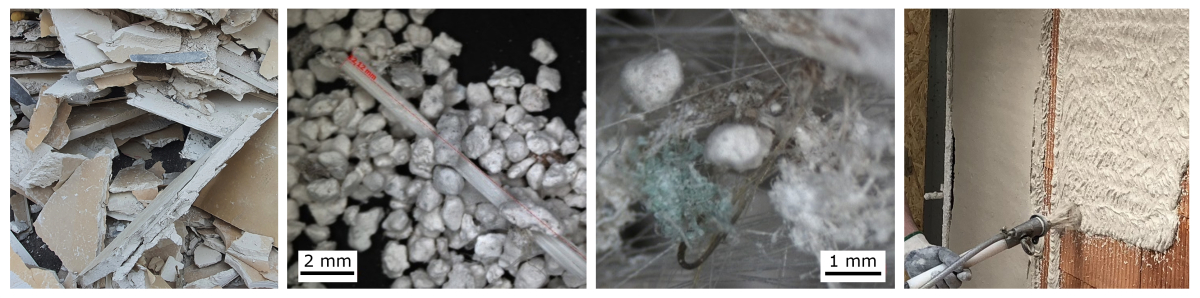
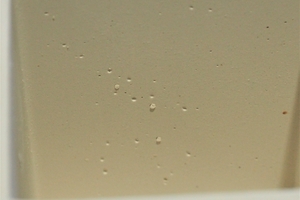
During mould use, up to 90 slurry fillings per gypsum mould result in changes on the outer surface of the mould. These mainly manifest themselves in the form of salt crystallizations (predominantly sodium sulphate crystals). These salt accumulations result from the slip casting process and the additive used in the porcelain slip as required. The ions introduced by the slip migrate through the corpus of the gypsum mould to the outer surface and crystallize there as a result of drying (Figure 5). This phenomenon can occur after just a few slurry fillings.
To evaluate the material quality of RC gypsum-based moulds in comparison to moulds made from the reference binder, the proportion of water-sol-uble salts (cation contents Na+, K+, Mg2+) at different depths of the gypsum corpus was recorded.
Contrary to the concern that the salts would concentrate with increasing use of the gypsum (repeated recycling), no significantly increased cation values were detected in investigations in the gypsum corpus even after the second recycling cycle.
However, most of the crystals were removed before grinding. This can easily be done by sweeping.
It is conceivable that a further concentration of salts (e.g. sodium sulphate) in the course of further recycling runs could have an effect on the setting behaviour. An acceleration or earlier setting times would then be the result.
The influence of the cations or the salt enrichments consisting of them has a subordinate influence on the quality of the porcelain.
5 Assessment of practical suitability
The gypsum moulds, regardless of whether they are made from reference mould plaster or RC plaster, are subject to erosion with increasing use. Until now, moulds made from reference plaster have been subjected to 80 to 90 usage cycles.
Proven factory methods (e.g. suction behaviour of the mould when filling with slip, increase in roughness on the inside of the mould, visual assessment of cavities and cracks in the mould) are suitable for defining critical limits for the maximum possible number of cycles for RC gypsum moulds. These are used to define criteria that allow a reproducible evaluation for the further use of the moulds or their rejection. Criteria such as water demand and workability of the gypsum plaster can also be applied to the RC gypsum moulds. Both the erosion of the gypsum moulds during multiple use and the quality of the porcelain green bodies were taken into account for the evaluation. Minimal unevenness on the inside of the gypsum mould, which is transferred to the porcelain green body during body formation, can be repaired manually on the fresh porcelain body by so-called fettling by skilled workers. As a result of use, the unevenness and the porosity increases (Figure 6). If repair by fettling is no longer possible, the gypsum mould is too much eroded and couldn’t used anymore.
The maximum number of cycles for gypsum moulds made of RC moulding plaster was 50 to 60. But the number of possible usage cycles is not the main focus of the evaluation. Rather, the focus is on the feasibility of reusing the gypsum moulds (in-house recycling).
6 Summary
The project developed a procedure for recycling used gypsum moulds and producing a binder based on that recycled gypsum. The aim was to develop a suitable process for grinding (crushing, classifying, grinding) and thermal activation for the production of a RC binder (mould plaster from RC gypsum). In addition, the use of gypsum moulds made from 100% RC gypsum was investigated under practical conditions. A standard cup mould was used for this purpose. This was integrated into the production of the porcelain manufactory and loaded up to the erosion limit. The mould erosion was characterised and evaluated during use.
The mechanical preparation and production of the RC binders was carried out on a laboratory and pilot plant scale. After proving the suitability of the process in principle, RC moulding plaster from used moulds was tested in the porcelain production. The possibilities of multiple use were also investigated and possible application limits of the recycled plaster were determined.
Results on mechanical processing showed that the grain distribution of RC gypsum differs from conventional moulded gypsum. The hydrated gypsum is softer than natural gypsum, so that the crushing effect is more intensive with comparable mechanical stress on the gypsum product. The grain size range showed a noticeably larger proportion of fines. The grain fineness is directly related to the water demand and the workability of the plaster. However, a higher water demand (e.g. W/B value of 1.1...1.2 instead of 0.8...0.9) had no negative influence on the porcelain quality. Although the maximum possible number of cycles was reduced (50 to 60 instead of 90 cycles), recycling is still worthwhile.
The investigations into thermal activation showed that autoclave treatment of RC gypsum with subsequent drying and grinding is suitable for the production of RC moulding plaster. However, as part of the project, a special production process with heating under dry conditions of powdered RC plaster also delivered comparably good results. This process has good prospects of being integrated into the production of the porcelain manufactory and is to be favoured with regard to the transfer to industrial practice.
Salt crystallizations on the mould surfaces was present both on the moulds made from the reference binder and on the moulds made from RC gypsum binder after a certain number of mould cycles. There was only a marginal increase in the contents of water-soluble components (the cat and anion contents were determined) compared to non-recycled mould plaster.
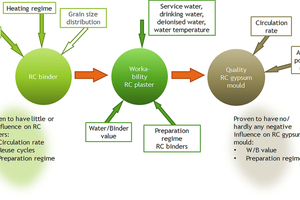
The following diagram summarises specific influences that occurred with regard to the return of eroded gypsum moulds to the porcelain production cycle and that were determined during the course of the project.
The conclusion of the project is that in-house recycling of gypsum moulds is a promising recycling option. The intended material cycle is feasible in principle and practical. High-quality porcelain products are obtained with gypsum moulds that can be produced entirely from RC plaster.
The research project “Development of a process for returning gypsum mould waste to the production cycle in the porcelain industry” was supported with funding from the Federal Ministry for Economic Affairs and Climate Protection.
Europäisches Patentamt.
Gipsformen (DE 22 51 222 C3), Deutsches Patentamt.
Europäisches Patentamt