Recycling and energy recovery of EPS-based ETICS waste in cement plants

![1 Structure of ETICS, including exterior wall [1]](/uploads/images/2023/w300_h200_x369_y232_Bild_1_Aufbau_eines_WDVS_inkl._Aussenwand-72dca85d75d1e7c9.jpeg)
![2 The effect of addition of ETICS ash on the lime saturation factor [according to 8]](/uploads/images/2023/w300_h200_x600_y256_Bild_2_Kalkstandard-c4910e9606a98f44.jpeg)
![4 Greenhouse-gas emissions of various disposal scenarios [according to 7]](/uploads/images/2023/w300_h200_x421_y297_Bild_4_GWP-00095fcf2fb8aebe.jpeg)
![5 Costs and potentials of disposal scenarios [according to 7]](/uploads/images/2023/w300_h200_x421_y297_Bild_5_Kosten-771ebc6cad9f80e7.jpeg)
Insulation using external thermal insulation composite systems (ETICSs) is a crucial component in the enhancement of energy-efficiency in the context of achieving a sustainable climate and energy policy. Some 900 million m² of ETICS were installed in Germany between 1960 and 2012 [1]. In subsequent years, too, the quantities of ETICS used amounted to approx. 40 million m²/a of installed surface area [2]. Systems employing expanded polystyrene (EPS) as the insulating material currently account for the major part of such products, with a market share of some 52% [3]. Their proportion also remains significant when referred to the total amount installed up to now, making up approx. 80% [1].
1 Introduction
Despite the currently still low demolition rate, disposal of ETICS waste nonetheless already presents a significant challenge. The bonding effect of the individual components of the material prevent their pure-fraction separation during demolition. In the context of increasing demands for recycling of flows of building waste, the valorisation of ETICS components (EPS, plaster, glass fibre mesh, adhesives) is made additionally complicated by the fact that EPS has in the past been treated with the flame retardant hexabromocyclododecane (HBCDD). Since 2013, this substance has been listed as a persistent organic pollutant (POP) in accordance with the Stockholm Convention [4]. As a reaction to this classification, HBCDD was replaced in insulating tiles by the polymeric flame retardant, Polymer FR, from 2015 onward. The quantities of EPS used prior to this time are, in accordance with the POP-containing Waste Supervision Regulations, to be separately collected in case of demolition and the HBCDD destroyed in conformity with the regulations [5].
For this reason, combustion in Municipal Solid Waste Incinerators (MSWIs) currently remains the predominant disposal route for EPS-based ETICS waste. Quite apart from the deficient resources-efficiency, this mode of disposal is also subject to criticism on technical criteria. MSWIs in Germany are currently, and also for the mid- and longer term, largely operating at full capacity for the processing of other flows of waste. A further consideration is the fact that this waste can be added to the other waste only in small amounts (1-2% by weight), due to the high calorific value of EPS (around 38000 kJ/kg), which is not suitable for a MSWI [6].
New disposal routes must therefore be established, and the corresponding boundary conditions created, in view of the future, significantly rising, quantities of EPS-based ETICS requiring disposal, in order that they can be recycled with the greatest possible resources-efficiency. One concept for this is recycling and energy recovery of ETICS waste in cement plants.
2 Fundamentals of recycling/energy recovery of ETICS
ETICSs are a combination of a number of mineral and non-mineral components (Figure 1). The proportion of mineral product components contained in EPS-based systems is around 90% by mass [7].
In the case of use in a cement plant, not only the energy-recovery of the EPS and the destruction of HBCDD [4] but also a recycling of the mineral components would be attained via the incorporation of the ETICS ash into the cement clinker.
If this material is to be used via the secondary combustion system in the calciner, it can be fed in the form of a mixture of EPS and minerals, signifying a lower need for preparation. This is assured by a long residence time at temperatures above 850 °C, permitting thorough mixing with the main flow of fuel and creating optimum conditions for burn-out of organic compounds [13]. Regulated feed of the material is necessary to assure a stable clinker burning process. It must also be sufficiently dispersible, in order that the particles are entrained by the kiln gases and combusted in the calciner. In this context, particle-size distribution also has an influence on the reactivity of the ETICS ash thus created. A fine ash can, for example, be better incorporated into the cement clinker. In addition, the ETICS material must also meet cement-plant-specific requirements concerning chemical composition (Table 1) to permit its use as a secondary, or “derived”, fuel.
The chemical composition of ETICS ash is of importance, since the minerals content of the ETICS is intended to replace a portion of the kiln meal. Like the kiln meal, ETICS has high lime and silicon contents. In addition, it also contains the natural feed materials primarily used in cement production (chalk, clay, quartz sand, loess and iron ore) as well as the relevant components found in this process, i.e. aluminium, iron, titanium and manganese [8]. The ratio of the particular oxides decisively determines the quality of the cement clinker; this is the reason the kiln meal is blended using these input materials in conformity with a precisely calculated formulation. The addition of ETICS ash can cause a change in this ratio, with potential implications for clinker quality. ETICS may be added only to a limited extent if the formulation of the kiln meal is not modified to match the composition of the ETICS ash. Figure 2 shows an example of the change in the lime saturation factor in case of additioning the ash of an investigated ETICS. The reference mixture – a typical raw meal formulation - has a lime saturation factor of 98. The lime saturation factor should never fall below 92, in order to assure a stable kiln process and good clinker quality [8]. For cements with a higher targeted strength, the lime saturation factor should not fall below 95 [9]. The example shown in Figure 2 demonstrates that the addition of ETICS ash (of the composition considered here) at a ratio of 1% of the kiln meal causes a reduction in the lime saturation factor of just on 2%. Where ETICS waste is to be valorised in the cement plant, its metered input should be correspondingly adjusted as a function of the normal lime saturation factor of the clinker being produced.
3 Large-scale test in a cement plant
An initial large-scale trial has been conducted at the Phoenix Zementwerke Krogbeumker GmbH & Co. KG to test the theoretical concept. The aim here was, on the one hand, evaluation of the technical feasibility of the use of prepared ETICS material (including handling during preparation, feed in the cement plant and combustion behaviour) and, on the other hand, the identification of potential effects of the use of this material on cement clinker quality.
3.1 Preparatory work
The use of ETICS materials in a cement plant within the scope of the Federal Ministry of Education and Research (BMBF) research project entitled “RESSOURCE.WDVS – Ressourceneffiziente Nutzung von qualitätsgesichertem Sekundär-EPS sowie der mineralischen Fraktionen aus WDVS” (Resources-efficient use of quality-assured secondary EPS and the mineral fractions of ETICS) was conducted in agreement with the Münster regional government. Test materials were acquired throughout Germany via the project partners BASF and Sto, and also via other contacts from the IWARU network. ETICSs from upcoming demolition projects were firstly sampled and then analysed in the laboratory for conformity with the requirements of the cement-plant operator. The spread of results for the ETICS examined and the respective requirements of the cement plant can be found in Table 1. These are the usual concentrations found in ETICS, which result from the binders, the additives and also, for example, from the respective environmental influences over the long period of use. Only low-HBCDD (< 1000 mg/kg), and no ETICS waste subject to mandatory supervision, was firstly collected for this initial test. This waste material was firstly delivered, after demolition work, to Gaarmann Overhaus Container GmbH & Co. KG in Münster, where the material was stored and subsequently prepared. Comminution tests using various machines were firstly performed in order to determine the necessary degree of preparation. It became apparent that exposure of the ETICS materials to impact achieved the best results. Selective comminution occurs as a result of the differing flexibility of the individual components of the ETICS. The brittle plaster fraction accumulates primarily in the fines fraction, while the flexible EPS is comminuted to a lesser extent. This fact has a beneficial effect on the material’s dispersibility.
3.2 Performance of the test
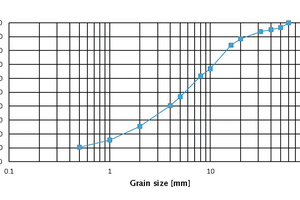
A mobile high-speed shredder (AK 315) manufactured by Doppstadt Umwelttechnik GmbH/Allreco GmbH was used for preparation of the test material collected. A maximum particle size of 60 mm was attained by means of an integrated screen cage. The grain size distribution of the shredded material is shown in Figure 3. In addition, sectional aluminium elements were removed manually and ferrous metals by means of a magnetic separator system. The prepared material was added in the cement plant to the secondary (“derived”) fuel used there at a ratio of 1:5 for a period of 14 hours. This signified a quantity of ETICS of some 1 Mg/h, equivalent to approx. 1% of the kiln meal fed. It was possible, thanks to the push-floor of the transport vehicle, to achieve homogenous feed despite the fine, readily sedimenting mineral constituents and the light EPS fraction. Initially mechanical, and ultimately pneumatic, conveyance of the material into the calciner was accomplished using the equipment installed.
3.3 Evaluation of the test
Accompanying investigations performed in the cement plant indicated that the ETICS material used had an ash content of approx. 45% by mass. The chemical composition of this ash is shown in Table 2. As a result of this composition, the lime saturation factor of the ash of the ETICS used in the test was some 20.9. The lime saturation factor of the kiln meal prior to the addition of the ETICS ash was 96.1 and decreased by around 1.2 points during the test. The effect on the lime saturation factor of the cement clinker produced was, as analysed by the plant operator, approx. 1.0% points. Fluctuations of similar magnitudes also occur when other secondary fuels already in regular use are combusted.
Continuous monitoring of the principal emissions in the waste-gas leaving the rotary kiln, and also of other parameters, for assessment of combustion conditions indicated that this use of such material resulted in no significant effects. Adherence to the requirements of the 17th Federal Immission Control Ordinance were maintained at all times and, as can be seen in Table 3, a day-by-day assessment indicated no noteworthy fluctuations.
4 Ecological and economic effects
As modelling has demonstrated, the establishment of the materials and energy route recycling of ETICS in cement plants as an alternative disposal route to incineration in MSWIs provides both ecological and economic benefits [7]. With respect to the greenhouse-gas emissions generated in the context of the transportation, combustion and disposal of the combustion residues, the disposal of ETICS in MSWIs results in a total of 418 kg CO2eq/Mg. An average transportation distance of 100 km is taken here as the basis. The emissions generated must be set against credits of 173 kg CO2eq/Mg, resulting from the amount attributable to recycling. In the case of recycling via the cement plant, the transport routes have been assumed at 150 km, to take account of the additional processing necessary. The emissions resulting from transportation, processing and combustion are close to 472 kg CO2eq/Mg. Higher credits compared to those arising from the MSWI route can be assumed for the recycling/energy rcovery routes, however. Use of high-calorific-value EPS makes it possible to save on the use of CO2-intensive primary fuels. The heat generated in combustion is used directly, resulting in a high level of efficiency for the cement plant. The credits amount to a total of 501 kg CO2eq/Mg. The CO2-equivalent emissions resulting from the scenarios observed are shown in Figure 4.
The analysis of the costs of disposal in MSWIs include, on the one hand, transportation costs and, on the other hand, reception charges for ETICS waste. These latter costs are subject to great regional fluctuation. The amount assumed is, at 180 €/Mg, relatively low. Total costs for the disposal of ETICS in a MSWI amount to 214 €/Mg. Higher costs for transportation are incurred in the case of recycling in the cement plant, as a result of the additional transport movements for transportation of the uncompacted material. These, taken together with the preparation costs, result in a total of 110 €/Mg. Thus, there is a difference of about 104 €/Mg between the disposal costs of the MSWI and the cement plant, which offers scope for a potential recycling fee of a cement plant (Figure 5).
5 Summary and prospects
After appropriately modified comminution, ETICS waste can be used via the secondary combustion system in cement plants. Energy recovery of EPS insulating material and recycling of the mineral components can thus be assured. This alternative disposal route generates not only ecological potentials, it also provides economic benefits.
In order to establish in the future the use of ETICS waste in cement plants as a recognised disposal route, the inclusion of such waste in an approval list which comprises approved waste-based fuels for cement plants is desirable. Further tests accompanied by the approval authorities using greater amounts of material across a longer period of time and with comprehensive quantity analyses are planned for this purpose.