Overview of energy consumption and attributes of grinding technologies in Indian cement industry
Ranked as the second largest in terms of both installed capacity and production, the Indian cement industry consistently seeks ways to diminish its carbon emissions. While electrical energy consumption accounts for 7~8% of the total energy utilized in a cement plant, comminution application stands out by consuming roughly 70% of this energy, thus qualifying as a highly energy-intensive process. The industry’s objective is to achieve a long-term goal of decreasing the specific energy consumption during grinding operations from the current average of 76 kWh/t to 70 kWh/t of cement by the year 2050, all the while maintaining the high quality of cement output. Furthermore, there is a growing industry demand for enhanced flexibility, operational reliability, easy maintenance, all at a reduced capital cost and equipment footprint. This research is centered on a census conducted to determine the quantity of current grinding techniques utilized to grind the materials in the industry. Additionally, consultations were held with experienced professionals from prominent cement companies and Original Equipment Manufacturers (OEMs) to benchmark the prevailing energy consumption data for different grinding methods. Lastly, the study evaluates the characteristics of grinding techniques regarding the capital & maintenance expenses of the machinery, ease of maintenance, operational reliability, footprint, flexibility & control when producing various types of cement, potential for upgrades, among others. The study concludes that the new technology should align at a juncture where the product quality of the ball mill corresponds with the specific energy consumption, flexibility, operational reliability and equipment footprint of a VRM.
1 Introduction
With 333 cement manufacturing units which comprise of 150 integrated large cement plants, 116 grinding units, 62 mini cement plants and 5 clinkerisation units, the Indian cement industry is the second largest in terms of installed capacity of 595 million t/a. But regarding energy consumption figures, the industry is second to none. The average thermal and electrical energy consumption in Indian cement industry is 3.1 GJ/tthermal and 76 kWh/telectrical respectively. The industry has reported the best figures as 2.8 GJ/tthermal and 61 kWh/telectrical[1].
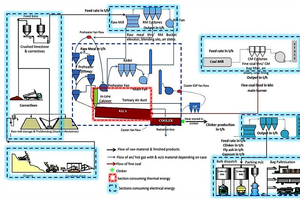
Figure 1 shows a layout of a typical cement plant with thermal and electrical consumers. Noticeably, from the figures mentioned above, one may derive that the electrical energy consumption is only 7-8% of the total energy consumed in a cement plant. Apart from being used in crushing, blending, stacking, reclaiming, kiln rotation, movement of clinker cooler parts and packing of cement, 60-65% of this high-grade electrical energy is used for grinding application in a cement plant.
Apart from high product quality and output, improvement in energy efficiency during cement production has always been pursued by cement companies in India as it contributes much to business sustainability. The Indian cement industry has aligned its operations with high priority Sustainable Development Goals (SDGs) of: (i) Using clean and economical energy, (ii) Industrial modernization & infrastructure, (iii) Development of sustainable cities & communities, (iv) Consuming and producing responsibly and (v) addressing climate change.
The industry aspires to reduce its direct CO2 emissions intensity to 0.350 t of CO2/t of cement well before 2050, which is about 45% lower than present levels. Out of the many identified levers to reduce CO2 footprint, one key lever is the reduction of electrical energy from 80 kWh/t of cement in 2010 to 70 kWh/t of cement by 2050 [2]. Although the energy consumption figures reported by few Indian cement plants and grinding units are at par (in some cases outperforming) with the best performing cement plants in other parts of the globe, for ex.: Germany or Japan, there exists a difference between the best and the rest, leading to an increase of 6 kWh/t of cement on an average in electrical energy consumption.
With an availability of experienced workforce, the Indian cement plant operators have a fine plant operating proficiency. Therefore, to reduce electrical energy consumption figures from present average further to 70 kWh/t, there is less headroom present with the current grinding technologies which now require a significant quantum leap of improvement in their equipment/ technology to achieve the desired goal.
2 Literature review
An initial comparison amongst various grinding technologies was carried out by S.M. Mehra [3] comparing power consumption, maintenance, product quality and investment cost. The study mentioned that wear components of Roller Press are prone to less wear due to effect of inter-particulate comminution and low speed of the rollers and concluded that feed moisture, feed gate arrangement and speed of rollers were the critical parameters required to be monitored for stable and efficient operation of the roller press.
According to Wustner [4], with inclusion of High-Pressure Grinding Roller (HPGR) in to the grinding circuit, a 30% reduction can be achieved by switching closed circuit ball mill to semi-finished grinding circuit. Using HPGR in various circuit alternatives with or without Ball mill has reportedly led to 10-50% energy savings as compared to closed circuit ball mill operations [5]. A study of performance evaluation of 05 cement grinding circuits which included HPGR in multiple configurations was carried out [6] which showed that HPGR is beneficial in enhancing the capacity and reducing power consumption of the ball mills. Pre-grinding or hybrid grinding HPGR boosts the capacity of ball mill grinding circuit with slightly lower energy consumption but significant energy savings with closed circuit application of HPGR was reported.
Aydogan and Benzer [7] collected operational and quality data to evaluate and compare performance of various grinding technologies and found that high compression grinding circuits are more energy efficient as they prevent overgrinding but their circulating load is higher than the conventional ball mills. The study also concluded that the performance of Horomill circuit was best in terms of specific energy consumption when compared to other high compression circuits (Vertical Roller Mill (VRM) and Roller Press). Here, it is to be noted that despite such findings, not only there are no Horomill installations in India but also not significant number installations across the globe.
In a study conducted by Altun et al. [8], the impact of open and closed-circuit HPGR application on the performance of dry grinding circuits was studied. Sampling studies were carried out around three cement grinding circuits. The initial investigation focused on a specific configuration comprising of an open circuit HPGR, a ball mill and an air separator, which was selected as the reference condition. then research featured V and VSK separators, to construct models tailored to the performance of these separators. Research conducted on identical final product size distributions revealed that utilizing the V-Sep in a closed-circuit HPGR application led to a 25% enhancement in the overall circuit throughput.
Hosten and Fidan [9] drew a comparison of modern cement grinding systems (Combined grinding, HPGR and Horomill) w.r.t specific energy consumption and cement properties, operating the grinding systems to produce identical cement with similar Blaine fineness so that the effect of grinding on energy consumption and properties of the cement could be identified.
Energy savings of up to 30% can be obtained by VRMs, up to 35% by Horomills and up to 50% by HPGRs when compared with ball mills. Nevertheless, the air classifier and other auxiliary machinery like conveyors and dust collectors are not included in this comparison; rather, it only shows the mill‘s power usage [10], [11].
In a combined grinding process that produced CEM I 42.5 type cement with a Blaine fineness of 3970 cm2/g, Schnatz and Knobloch [12] reported specific energy consumptions of 10.93 kWh/t and 16.28 kWh/t for the HPGR and ball mill, respectively, at a throughput of 140 t/h. Genç and Benzer [13] compared the energy usage of a hybrid HPGR/ball mill grinding system and an industrial horizontal roller mill grinding system when the two systems produced various cement types with various pozzolanic additives. The reported specific energy consumptions were 20.09 kWh/t for the horizontal roller mill system operating at 106 t/h and 28.05 kWh/t for the hybrid system operating at 85 t/h. However, their study did not report on the cements‘ mortar properties or Blaine values.
Genç Ö [14] discussed the operating principles of various grinding technologies like Ball mills, VRMs, HPGRs, Horomill, CKP grinders and Cemex mills and compared their efficiency during grinding, energy consumption, output and quality figures. His study informed that the comminution efficiency of HPGRs and VRMs is better than the ball mills and consume 30% ~ 50% and 10% ~ 20% less specific energy respectively than ball mills, depending on grindability and the moisture content of raw materials.
According to European Cement Research Academy (ECRA) [15], there is a strong focus on reduction of energy consumption, but the quality of ground product cannot be compromised. Also, flexibility of the grinding technology is a high priority for the cement plant operators. In light of the current and future challenges around energy and resource efficiency, innovative concepts and technological advancements for efficient comminution are essential. According to a technical report published by ECRA [16], energy consumption in VRMs is 40% lower than in traditional ball mills, and 50% lower in HPGRs for finished grinding. However, high pressure grinding equipment like VRMs and HPGRs have narrow particle size distributions, which result in higher water demand in cement. The report also depicted an exemplary comparison of maximum feed size & moisture, product size and specific energy consumption (in %) in grinding different materials with different grinding technologies.
New designs for grinding mills and/or configurations for grinding systems that can lower energy consumption have been actively sought after by all mineral processing industries, including the Indian cement industry. Comparative studies on grinding technologies carried out have succeeded in comparing the technologies w.r.t one another but there appears to be a dearth of data availability regarding actual benchmarking figures for these technologies when grinding the same input material. To seek novel technologies and simultaneously improvise upon the present ones, it is essential to refine understanding on the potential of the present grinding systems by expanding the scope of available data on the comparison of these systems, especially with tests carried out in the specific industry.
This work compares the present grinding technologies employed in the Indian cement industry w.r.t the energy consumed for grinding various materials used in cement industry like limestone & correctives, coal & petcoke and dry cement clinker with additives like gypsum, fly ash and slag to produce Ordinary Portland Cement (OPC), Portland Pozzolana Cement (PPC) and Portland Slag Cement (PSC). The discussion also covers comparison of multiple attributes exhibited by each technology (like capital & maintenance cost, operational reliability, flexibility, equipment footprint, upgradation capability etc.), which helps an engineer to choose between the technologies based on imposed preconditions.
According to a recent census on grinding mills in Indian cement industry carried out by the authors with OEMs supplying such mills, as of 2024, there are 1505(±1%) grinding mills grinding raw meal, coal and dry cement clinker in the industry. Figure 2 shows the technology wise share of the mills deployed in the industry.
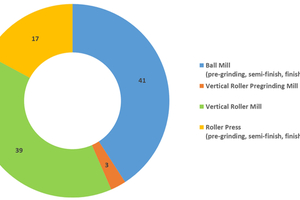
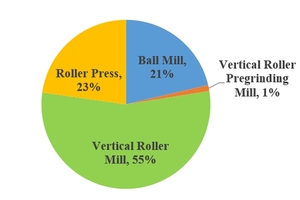
Out of 1505 mills, approx. 23% mills are used in raw material grinding, 17% in coal grinding and 60% in cement grinding application. Figure 3 shows the technology wise share of mills grinding cement raw materials (limestone and correctives). VRMs have the highest share when grinding raw materials in the Indian cement industry.
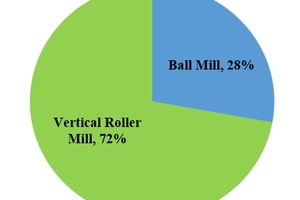
Figure 4 shows the technology wise share of mills grinding fuel (coal, petroleum coke, lignite etc.) with VRMs again, commanding the highest share in the industry.
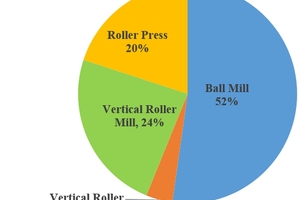
Figure 5 shows the technology wise share of mills grinding dry cement clinker with additives (like gypsum, fly ash and slag etc.). Here, because of the wide Particle Size Distribution (PSD) leading to good workability of the fresh mortar and concrete, Ball Mills command the highest share of 52%. These mills might be employed along with Roller Press in pre-grinding, semi-finished grinding or hybrid grinding mode to produce various types of cements like OPC, PPC, PSC etc. However, since HPGRs have a narrow particle PSD, they are exclusively combined with a ball mill for obtaining a desirable PSD [16].
3 Methodology
The figures on energy consumption of various comminution systems used for grinding raw materials like limestone & correctives, fuels like coal & petcoke and dry cement clinker along with additives like gypsum, fly ash & slag to make OPC and blended cements like PPC and PSC have been arrived at by referring to the database available at NCB, sharing of experiences and discussing with professionals of leading cement companies and multiple equipment suppliers operating in Indian cement industry, supplying and employing such technologies in the industry for grinding applications[17]. However, the responsibility for any erroneous assertions or misinterpretations lies solely with the authors.
4 Results and discussions
4.1 Specific Energy Consumption (S.E.C)
The average S.E.C of various grinding technologies employed in the industry is depicted below. The ‘±’ sign signifies the average figures to be higher or lower by a value mentioned after the sign, due to difference in various prevailing conditions (feed size, feed moisture, change in grindability of feed material, etc.) imposed on the grinding systems.
4.1.1 Raw material grinding
(Limestone & correctives)
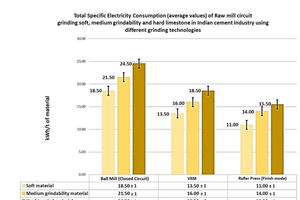
The predetermined parameters for arriving at the figures of S.E.C for technologies that is mentioned in Table 1 and Figure 6 shows the S.E.C of different technologies grinding soft, medium grindability and hard limestone.
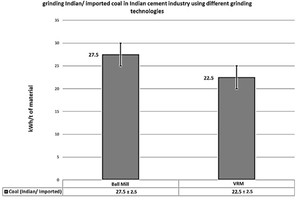
4.1.2 Fuel (Coal & Petcoke)
The predetermined parameters for arriving at the figures of S.E.C for technologies is mentioned in Table 2 and Figure 7 shows the S.E.C of different technologies grinding coal.
Due to consistency in its composition, high calorific value and low ash content, petroleum coke (Petcoke), a waste from petrochemical refinery is also used as a fuel to fire the cement kiln. However, being a solid fuel, it has low amount of volatiles present in it due to which, it must be ground much finer compared to coal before being fired in the cement kiln. Also, the HGI of petcoke is lower than coal and its presence in smaller granules makes it a harder fuel to grind, leading to higher S.E.C during its grinding. In Indian cement industry, petcoke is generally ground in VRMs and therefore for this study, the S.E.C of VRM circuit was considered. Table 3 shows the predetermined parameters for grinding petcoke and its S.E.C in a VRM.
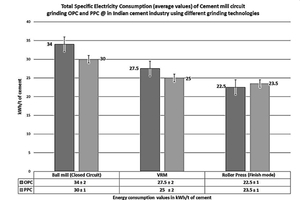
4.1.3 Cement (with additives)
The predetermined parameters for arriving at the figures of S.E.C for technologies is mentioned in Table 4 and Figure 8 show the S.E.C of different technologies grinding OPC and PPC.
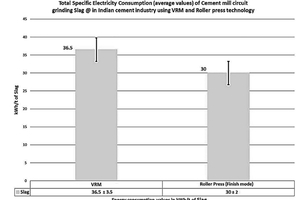
The S.E.C for VRM and roller press in case of slag was arrived at after establishing 21 h/d of mill operation, product fineness of 3800 ± 200 cm2/g, product moisture of <1% and feed size of 10-20 mm for both the grinding technologies. The S.E.C is shown in Figure 9.
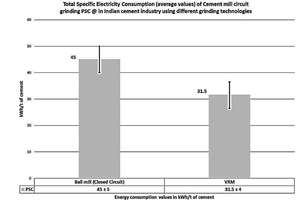
Similarly, S.E.C for ball mill and VRM in case of PSC was arrived at after establishing 21 h/d of mill operation, product fineness of 3250 ± 250 cm2/g, product moisture of <1% and feed size of 30 mm for ball mill and 5% of grinding roller diameter for the VRM. The S.E.C is shown in Figure10.
S.E.C figures were also arrived at for closed circuit ball mills grinding white cement and roller press grinding Portland Composite Cement as per the IS standards in Table 5 and Table 6 respectively.
4.2 Attributes of grinding technologies
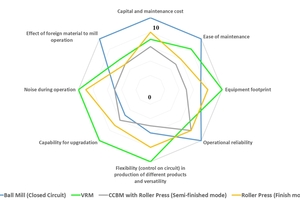
With a view to assist the cement manufacturers in narrowing down on the technology which aptly fulfils their requirement whilst operating plants in diverse prevalent conditions, the technologies were also compared for other important attributes like: (1) Capital and maintenance cost of equipment, (2) Ease of maintenance of equipment, (3) Equipment footprint, (4) Operational reliability, (5) Flexibility/ versatility and control on circuit when producing different cements, (6) Capability for upgradation, (7) Noise level during operation and (8) Effect of foreign material to the mill operation.
The rationale for rating the technologies is based on discussions with OEMs, cement plant professionals, the database and experience available at NCB and discussed below for each attribute. The comparison of attributes is presented as a radar chart in Figure 11.
Capital and maintenance cost of equipment
A CCBM provides maximum capacity of 150 t/h for OPC grinding. If a comparison for this capacity is drawn between the three, VRMs are approx. 1.6-1.8 times and roller press (finish mode) are approx. 1.5-1.6 times more expensive than the corresponding CCBM. However, comparing with this capacity of CCBM might not represent the true picture as VRMs of much higher capacity are employed in the industry and to match such capacities, CCBMs are often coupled with a roller press (combi-circuit) to increase the production capacity, which is normally the case in Indian cement industry also. When coupled together to operate as one grinding circuit, the capital cost of BM + RP combination is approx. twice for the same capacity as CCBM and maximum amongst all the technologies as with addition of a roller press, cost of its ancillary equipment, its civil/ structural and electrical & automation cost increases sharply.
The maintenance and repair cost in CCBM is reportedly low with wear parts that are easily available. Therefore, CCBMs are a good option for grinding material which exhibit high abrasive qualities. VRMs also attract, low to medium maintenance cost but due to few items within it like roller bearings, hydraulic cylinders etc., the maintenance cost and wear is a little higher than CCBMs and VRMs therefore, are suitable for grinding soft to moderately hard material. The roller press reportedly attracts the highest maintenance and repair cost amongst all the three technologies. When ball mills are coupled with roller press, the cost of maintenance and repair becomes the highest for the grinding circuit as practically, there are two grinding technologies and high amount of ancillary equipment to maintain.
Ease and effort of maintenance of equipment
Both ease and effort of maintenance are two very different aspects. Whereas ease tells about the potential of the equipment to get maintained without complexity, the effort signifies the labour that must be put in to maintain the equipment. Used most extensively in past century, CCBMs reportedly are easier to maintain when compared to peers with the industry having substantial experience of maintaining the equipment. Also, there is good availability and knowhow of its critical spare parts across the country instilling confidence in the maintenance staff to handle unforeseen major breakdowns. However, the effort required to maintain ball mills is higher than VRMs as the mill must be frequently charged with grinding media which gets worn out every second month. Replacement of liners also requires higher amount of labour and time.
Although the industry has developed sufficient competence and capacity to maintain VRMs, there appears room for improvement. Lack of readily available critical spares like grinding roller bearings and lesser knowhow in resolving issues related to items like gearboxes may reduce confidence of the maintenance team. But VRMs are easier to maintain compared to ball mills as the wear parts are not required to be changed as frequently as ball mills and maintenance on major items like roller and separator requires lesser amount of time and effort.
Being the latest technology amongst all three and lesser proliferation in the industry means that the parts of the industry lacks knowledge on maintaining and replacing critical spares of roller press, thereby giving it a rating below VRMs. Changing items which are intricately placed like roller sleeves requires higher effort of the maintenance team. The best maintenance practices can be disseminated by OEMs of the roller press and VRMs by carrying out training of the maintenance staff in cement plants which can increase the ranking of both technologies in this attribute.
Equipment footprint
The ball mill, roller press combination has the highest equipment footprint due to a higher number of auxiliary/ ancillary equipment in their circuit followed by CCBM. Roller press in finish mode has a lower equipment footprint compared to the CCBM and BM+RP combination but VRM has the lowest equipment footprint amongst all the grinding technologies.
Operational reliability
Safe and reliable operation of equipment is contingent on the machine as much as the operator utilizing it. The Indian cement industry has skilled and experienced operators to operate all the grinding technologies safely and reliably. Therefore, when compared on this attribute, all three technologies have little between that separates them. The operational reliability of VRMs may be considered from low to medium amongst the three technologies partly because in case of variation in physical characteristics (size) of feed, when there are more fines in feed material especially in case of clinker, or when higher product fineness is desirable, the phenomenon of internal recirculation increases in VRMs making it difficult to retain the material on the table and maintain a stable bed for grinding, resulting in higher vibrations during operation.
To avoid mill tripping due to high vibrations the operators have to constantly monitor the mill parameters to get the desired product quality. Even then, VRMs are not complicated equipment to operate and generally are perceived as operationally reliable. During operation of the roller press, due to inconsistent and non- uniform feed distribution, a segregation within the grinding gap is normally observed. Non-homogeneity of material along the width of the rollers leads to roller misalignment which leads to considerable vibrations. The roller press can offer higher operational stability than VRMs even in case of finer feed material, if the pre-condition of providing uniform feed size throughout the roller width is met. Out of the three, the CCBM shows highest operational reliability as the system is not affected much by minor changes in physical characteristics of feed and product size.
Flexibility/ versatility and control on circuit
in production of different products
VRMs have proven themselves as flexible and versatile grinding equipment, providing excellent control on the circuit when compared to peers. In case of VRMs, grinding, drying, separation and transportation of material takes place in one machine. The grinding pressure can be adjusted to cater for varying hardness of materials. Its circuit allows for quick and seamless changeover from one product to another. Also, it can handle a wider range of feed moisture which allows it to grind multiple types of materials (including fuels like coal/ petcoke/ lignite) in one mill. Modern VRMs also provide the feature of active redundancy in grinding rollers and main gearboxes, allowing production at a reduced level, if there is a mechanical failure in a grinding roller/ drive module of mill.
The capacity of the mill can be varied to cater for varying hardness of materials by altering the roller pressure in case of Roller Press in finish mode but the product changeover time is higher than VRM. Generally, the HPGRs are not used to grind fuels like coal/ petcoke which limits their versatility. Also, the machine does not exhibit features of active redundancy in its main elements.
The classification of product is performed in a separate equipment in case of CCBM. Some have also observed that a 10% change in capacity involves either adding to or subtracting from the ball charge which is a lengthier process, especially if removal is required. There are minimal to no parameters for operators to adjust, if there is a noticeable variation in physical characteristics of the material. Also, it has limited ability to handle a wider range of feed moisture (>8%). This technology, although robust, does not offer active redundancy and therefore is less flexible and versatile when compared to VRM as well as Roller Press.
Capability for upgradation
If inclusion of equipment and changes can be affected to the grinding circuit, ball mills exhibit maximum scope for upgradation when coupled with roller press in semi-finished grinding mode.
But, such upgradation in capacity and reduction in energy consumption depends upon multiple factors, chiefly amongst which would be space availability. It shall also attract huge capital investment which may vary in a range of anywhere between 100-130% of the present cost of capital and maintenance required to acquire and maintain additional auxiliary equipment and alter the existing material feed and transportation circuits.
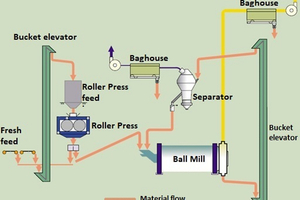
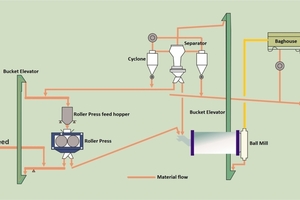
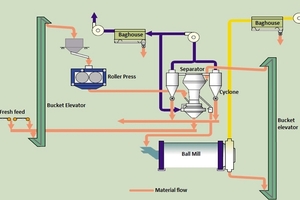
The roller press can be a pre-grinder, in hybrid grinding and in semi-finished grinding mode. The three modes are shown using a material flow diagram in Figure 11 (a), (b) and (c). Roller Press when used as a pre-grinder provides intermediate product with a fineness range of 800-1000 cm2/g having a wide particle size distribution. Depending on material that is ground, the capacity increase can range from 25-40% with energy saving in grinding circuit ranging from 10-15%. When used in hybrid grinding mode, it provides intermediate product with a fineness of approx. 1500 cm2/g, with capacity increase ranging from 60-80% and energy saving of 10-20% depending on material that is ground. But when used in semi-finished grinding, the fineness of intermediate product having narrow particle size distribution typically varies within the range of 1800 cm2/g to 3500 cm2/g. In semi-finished mode, when coupled with CCBMs, the roller press exhibits maximum capacity (up to twice sometimes depending upon the material to be ground) and energy saving of the circuit (15-30%) and therefore, it is the most popular and common mode adopted by the cement plants in India.
Such a criterion of capability for upgradation can be considered for brownfield projects but does not truly reflect the inherent capability of the grinding technology to upgrade to a higher capacity by changing its present internal parts. Therefore, whilst comparing the grinding technologies w.r.t this attribute, the capability to upgrade internally, from its present technological status, is considered.
With this marker, ball mills exhibit lowest capability for upgradation followed by the roller press. Roller press in finish mode is a more efficient grinding technology than the ball mills and until cement of high quality is required, the material must not be forced to move from a more energy efficient grinding technology to a less energy efficient one.
VRMs have the maximum capability for upgradation as its classifier can be swapped with a higher size and more efficient one as well as grinding roller tires can be replaced with a higher size, which can lead to increase in capacity (10-15% approx. depending upon material ground) without changing the layout of the grinding circuit.
Noise level during operation
The CCBMs have highest level of noise during operation in all cases, followed by the roller press in finish mode. VRMs have known to operate at lowest noise level amongst all three technologies.
Effect of foreign material to the mill operation
Both, VRM as well as Roller Press operation is affected by foreign material (for example metals) that may enter the feeding circuit or the mill with feed if not removed using permanent magnet or metal detector before entering the mill through rotary feeder. Frequent detection of metal by a metal detector further leads to operation of diverting gate which starves the mill of fresh feed, leading to high vibration during operation due to reduction in material bed or thickness for VRM and roller press respectively. CCBM operation is relatively unaffected by entry of foreign material in the mill as the mill operates with metallic grinding media.
Figure 12 shows the radar chart of the grinding technologies with various attributes. The technology considered the best for a particular attribute scores the highest points (on a scale of 0 to 10) and therefore covers the maximum area of the chart.
Amongst the three technologies, VRM covers maximum area of the chart scoring the highest for flexibility & versatility, equipment footprint, capability for upgradation and having least noise during operation. However, the chief reason for their vast number of installations is their low electrical energy consumption, coupled with qualities mentioned above.
CCBMs are least expensive in operation and easy to maintain but require an effort higher than VRMs. They are operationally reliable and are generally unaffected by entry of foreign material inside the mill. But a higher equipment footprint and noise during operation coupled with low capability for upgradation and flexibility of producing product with an added disadvantage of higher energy consumption does not make it a first choice for the plant operators to procure this equipment.
The roller press (finish mode) is somewhere between ball mills and VRMs in nearly all the attributes. But the one reason for their popularity is that in nearly all the cases, roller press consumes the least electrical energy and since it is still emerging and evolving, it will be all but fair to say that, as a technology, is trying to find the optimum point between both, CCBM and VRM.
5 Conclusion
There are physical limitations to mechanical grinding of materials which can be appreciated once concepts are understood which shall further lead in devising an effective strategy for dealing with such constraints. In the Indian cement industry, the key factors in selection of a grinding technology today are specific energy consumption, flexibility and equipment reliability followed by the CAPEX of the technology. Barring CAPEX, VRMs score medium to high on all other parameters leading to its increased proliferation as 55% installations grind raw material (limestone and correctives) and as high as 72% installations are employed in fuel (coal, pet coke, lignite) grinding.
However, another important factor which governs the technology selection is product quality. Here, the ball mills have proven themselves as worthy competitor with a share of 52% not only because they offer a good product quality but also because of their lower CAPEX, ease of maintenance and high operational reliability. Although the ball mills offer great variation in size distribution of cement, it comes at a relatively higher specific energy consumption. Therefore, HPGRs are invariably tied to the Ball Mills to control the PSD and bring down the energy consumption of the grinding circuit, which is similar to VRMs, which increases the circuit’s footprint, capital & maintenance cost and effort required for maintenance. The high share of ball mills also signifies that the Indian consumer does not compromise on cement quality, forcing the cement industry to meticulously maintain the quality of cement it produces and sells.
24% share of VRMs indicates its considerable share in cement grinding. The product quality produced by VRMs grinding cement also meets the Indian/ International Standards w.r.t fineness and strength. However, the technology has reportedly underperformed in terms of maintaining desired residue on 45 µ sieve, energy consumption, operational reliability and product quality in integrated cement plants where the feed material (fresh clinker) is having high temperature (>120 °C). But in grinding units, where clinker sourced from integrated plants is aged during transportation and reaches the mill feed rotary feeder at a reduced temperature (<100 °C), the mills have performed satisfactorily in terms of energy consumption and stability.
The industry seeks a technology which reduces the capital, operational & maintenance cost and simultaneously complies or has the flexibility to comply with future stringent quality and environmental goals. Therefore, further research must me directed in developing a technology which meets the desired quality goals at reduced energy consumption, offering operational reliability and flexibility. Technology developments that are underway are expected to result in reductions of energy consumption figures by approximately 10% in the next five to ten years.
Declaration of Competing Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Acknowledgement
The authors thankfully acknowledge the unconditional support provided by the Indian cement industry and the Original Equipment Manufacturers (OEMs) supplying equipment to the industry for their constructive deliberations, sharing valuable inputs and insights towards successful completion of this study.
pp. 94–96, 1986.
vol. 1992-May, pp. 149–181, 1992, doi: 10.1109/CITCON.1992.687614.
ZKG international, vol. 49, no. 2, pp. 62–67, 1996.
grinding of cement,” Miner Eng, vol. 22, no. 15, pp. 1344–1349, Dec. 2009, doi: 10.1016/J.MINENG.2009.08.010.