Greenkey Solutions: Loesche’s contribution to a sustainable cement production





With its Greenkey Solutions, Loesche takes a big step from a pure grinding expert to a technology supplier providing full-scope solutions for the transformation of cement plants into sustainable production sites including advanced pyro-technique, waste-to-fuel processing, material recirculation and, of course, grinding with all aspects.
Introduction
On average during the last five years, the worldwide cement production amounted to 4.2 billion t [1]. The major constituent of cement is still Portland cement clinker (hereafter referred to as clinker) accounting for 72% of the global average cement composition [2]. By causing 800 kg CO2 per t, the production of clinker is the main contributor to the overall carbon footprint of cement and, therefore, substantially responsible for the high share of 7% of the man-made CO2 emissions.
The specific carbon footprint of ordinary Portland cement (OPC) is distributed among the limestone decomposition, fuel combustion, and electrical power supply subprocesses at 50%, 40%, and 10%, respectively. This breakdown shows that the electrically operating grinding processes are of subordinate importance for the ecological assessment of cement. Moreover, the savings potential in this sector is nearly depleted when applying highly efficient vertical roller mills (VRM) by Loesche. Against this background, Loesche has developed new fields of technology that allow appreciable reductions of the specific emissions in any of the partial processes of cement production. Loesche designates these technologies its Greenkey Solutions.
The Greenkey Solutions include processes for provision of clinker substitutes, so-called SCMs (Supplementary Cementitious Materials), for usage of alternative fuels in form of waste (RDF, refuse-derived fuel) or biomass, for hydrogen combustion and for recycling of concrete and other synthetics. An overview of Loesche’s Greenkey Solutions is given in the Lead picture.
With regards to a quick industrial implementation, the partial replacement of clinker by SCMs represents, more than others, an efficient measure to improve the carbon footprint of cement. Usable clinker substitutes are chemically reactive secondary products from other industries (granulated blast furnace slag, fly ash, silica fume) or primary products with markedly reduced environmental impact compared to OPC (natural pozzolans, tempered or not tempered). The partial replacement of clinker by SCMs is already state of the art, however, the limits of availability are reached, and a further reduction of the clinker-cement ratio is impossible to achieve by only using conventional substitutes. Moreover, the availability is even expected to decrease in case of the most important common SCMs fly ash and granulated blast furnace slag. The supply of these materials suffers from a reduced use of coal energy and from technology changes in the steel industry, which uses direct reduction.
Loesche’s Greenkey Solutions for provision of alternative SCMs are technologies for producing calcined clays (C/CLAY), utilization of steel slags (E/SLAG) and the recovery of cement stone powder out of the concrete recycling (S/CRETE). In addition to the conventional SCMs and further already used materials like inert rock meals or the setting regulator gypsum, these new substitutes allow for a reduction of the global clinker-cement ratio from currently 72% to 50% corresponding to estimated CO2 savings of 40% compared to the footprint of OPC.
For further lowering of the carbon emissions of cement, Loesche provides technologies for using green energy from biomass (A/FUEL) and from green Hydrogen (H2/BURNER). In addition, implementing the Greenkey Solution S/CRETE is a first step on the path to a closed circular economy within the cement and concrete industry. Herein, a limited amount of CO2 is circulating in the triangle starting material/atmosphere/product, and no further CO2 stemming from primary raw materials is being released anymore.
What is behind Loesche’s Greenkey Solutions in detail is described in the following sections.
C/CLAY – Calcined clay and grinding
In the last two decades, the calcined clay technology evolved from a promising lab-trial method to a high potential contributor to the decarbonation strategy of the cement industry. The technical background is state of the art today: clays can be transformed to reactive SCMs by moderate temperature application without any material-related CO2 release. Besides this theory, there are two factors making the technology attractive to be implemented on industrial scale: first, the abundance of clay sources all over the world (in contrast to conventional SCMs) and second, the availability of equipment for an economically feasible production process.
Together with its group member Dynamis, Loesche provides solutions for every step along the process chain of calcined clay production always focusing on selecting the most suitable technique for an optimum performance as SCM. In that way, several plants were already realized, among them the world biggest calcined clay plant in Rioclaro, Columbia operated by Cementos Argos (see Figure 1)
A wide range of technical solutions is available for C/CLAY projects, which can be combined to create tailor-made calcination and grinding plants. This makes the technology applicable to any kind of calcined clay project, regardless of the raw material quality and the customer’s plant constraints. An extract of the C/CLAY solutions individually selectable is given below.
Flash calciner
The low-footprint solution for maximum yield of SCM activity applicable to pre-processed kaolinitic clays
Rotary kiln
Proven technology with maximum flexibility in terms of raw clay constitution and composition and a minimum of pre-treatment effort
Kiln refurbishment
Seizing the advantages of a rotary kiln by giving new life to a shut clinker line – the solution for minimized use of resources
Quartz separation
The upgrade of low-purity clays via selective grinding by Loesche creating a high-potential starting material for SCM production
Finish grinding
A must-have for releasing the full SCM potential of a calcined clay allowing a reduction of process steps by cement blending via intergrinding
D-Gasifier®
Gentle firing at moderate temperatures – combustion with Dynamis’ gasifier cares for an optimum heat distribution and works with all kinds of fuel, e.g. RDF and biomass (see Figure 2)
The potential of calcined clays is not only explained by their inherent activity as SCMs; it additionally lies in the synergetic combination with limestone. This effect allows for substituting 50% of clinker in the so-called LC3 mix applying 30% of calcined clay, 15% limestone and 5% gypsum without loss of cement performance [3]. According to European standard EN 197‑5 [4], this formulation is applicable as CEM II/C‑M (Q,LL) giving the normative framework for realizing savings of 40% CO2 and 35% energy in comparison to OPC.
E/SLAG – Enhanced slag reactivity
200 million t of slag from steel production are generated worldwide – 140 million t of converter slag (BOF, basic oxygen furnace) and 60 million t of EAF slag (electric arc furnace). In contrast to granulated blast furnace slag from pig iron production, untreated steel slag shows only a low hardening potential. Therefore, it has not yet been used as a reactive composite material in cement or concrete but is mostly applied as substructure in road construction. A considerable proportion also must be landfilled.
With E/SLAG, Loesche created an approach for the utilization of steel slags as reactive binder component by modifying its chemical and mineralogical composition during the cooling process. The product is a clinker-like material which is separated from residual metal by a subsequent grinding and sorting stage.
The recovered metal amounts for 10‑20% of the slag mass and can be reintroduced in the steel manufacturing process. The mineral part, after being modified during the melt phase, consists of up to 70% of alite (the dominating clinker phase) giving the product a cement-like reactivity after proper grinding.
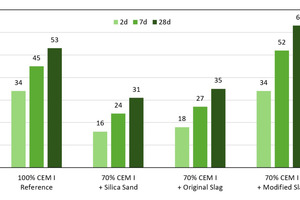
Figure 3 illustrates the effect of steel slag modification on the performance of blended cement. The values show that, whereas the original slag behaves like an inert material, the modified slag even improves the strength development of a cement with 30% clinker replacement.
From an ecological point of view, the use of steel slags as SCMs is highly efficient since no additional heat is used for the clinkerization process beside the amount that is already present in the steelmaking process. In the same way, no CO2 is emitted from the materials in addition to the output of the conventional slag formation.
A certain energy input is required for grinding and sorting the cooled slag. However, the advantage of this additional effort is obvious – two valuable products are gained from a material which was formerly regarded as waste: a cement-like binder and metallic iron.
S/CRETE – Selective concrete grinding
With 33 billion t annual production [5], concrete is the most used material on earth. Therefore, the processes related to concrete manufacture form the biggest material flow created by humans, which is till today mostly linear. That means, after end of life, concrete is landfilled as waste or, in best case, downcycled to road substructure. In parallel, new primary resources are exploited to gain raw materials for new concrete.
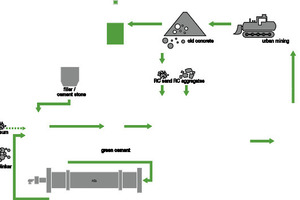
Circular economy means closing the loop at end of life and making old, demolished concrete the starting material for a new, 100% recycled product.
For the so-called urban mining, Loesche provides its patented selective grinding technology which dismantles the concrete into its individual parts – gravel, sand and cement stone. By means of attritional grinding at low roller pressure in a VRM, it is possible to extract the above-mentioned materials on an industrial scale and with a high degree of purity.
Whereas sand and gravel are ready to get used as aggregates in new concrete, there are two options for the cement stone to get recycled: first, serving as raw meal for clinker production, and second, introducing it as SCM into blended cements. In both cases, CO2 emissions originating from the substituted primary raw materials are saved, and, in parallel, natural resources are conserved for future generations.
Figure 4 illustrates how a perfectly closed system could look. Of course, this idealistic scheme will be completely implemented only in the distant future. However, Loesche has the technology to let the future start today.
A/FUEL – Alternative fuels
Alternative fuels are, beside other sources such as biomass, the product of different waste streams with the goal of optimum utilization of the inherent calorific value of these materials. The usage of fuels made from waste has two striking environmental benefits: creating an alternative resource to fossil fuels and the reduction of waste being landfilled. Against the background that more than 2 billion t of Municipal Solid Waste (MSW) are produced every year [6] (with strongly rising trend), the reuse of this material flow is of high value for sustainability improvement of the cement industry.
Besides MSW, agricultural waste like grain husk or nutshells are alternative fuels that, as biomass, have the advantage of serving as a renewable energy source with full CO2 credits.
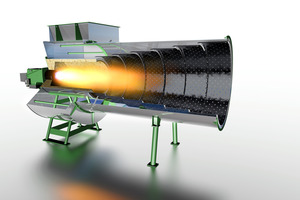
However, as per definition, waste is a material that is not intended to get used in another way than being landfilled. For that reason, further processing is required to prepare the material for usage as a fuel. Within the Loesche Group, there is proven expertise in waste processing in the form of technology and process know-how for dosing, comminution, sorting, drying and burning. For example, an outstandingly suitable device for final fuel preparation is the Rocket Mill® by Loesche family member A TEC (see Figure 5). In addition to the material comminution down to < 15 mm, the Rocket Mill® offers a drying effect and the removal of heavy parts in the process. The products are, depending on their fineness, Refuse Derived Fuel (RDF) or Solid Recovered Fuel (SRF) allowing for up to 95% total substitution rate (TSR) at the calciner and/or main burner of a cement plant.
RDF often comes with an elevated moisture content which can limit the calorific value. To tackle this challenge, A TEC has developed and implemented its Flash Dryer which uses waste heat from the cement production process, for example from the chlorine bypass, clinker cooler or preheater.
For combustion of alternative fuels including biomass, Loesche can also provide in-house made solutions, for example with the gasifying technology by its Group Member Dynamis enabling controlled and efficient burning of solid fuels adaptable to different feed particle size.
Alternative fuels, especially when generated from municipal or industrial waste, often consist of components disturbing the burning process like chlorine, alkalis or sulphur. For that reason, particular care must be taken regarding the gas flow within the kiln to prevent enrichment of these elements and coating on surfaces. Therefore, A TEC provides specific and well-proven bypass solutions and subsequent exhaust gas treatment which ensure trouble-free kiln operation as well as clean gas emission to the atmosphere. Furthermore, an innovative dedicated mercury abatement process using lowest amounts of sorbents has been developed to reduce any mercury emissions.
H2/BURNER – Hydrogen combustion
Thermal conversion of fossil fuels is the main contributor to the anthropogenic carbon emissions. Also, the hot gas generators for the provision of heat for the grinding drying in a VRM are operated almost exclusively with fossil fuels (see Figure 6). This gives a high CO2 reduction potential to Loesche’s core product: the vertical roller mill. However, alternatives, e.g. electric units or process heat exchangers, are limited and each has advantages and disadvantages.
The most promising approach is a technical combustion of (“green”) hydrogen. Loesche is developing burning systems and hot gas generators able to combust hydrogen blended fuels as well as 100% hydrogen. An implementation of the first hydrogen burners is intended to take place in Loesche’s Compact Cement Grinding plants (CCG), which find wide application on the African continent. Mean size CCG facilities feature around 5 MW thermal capacity and produce, when operated with fossil fuels, ca. 4000 t of CO2 per year (on 3000 h/a basis). This footprint can be eliminated completely when applying “green” hydrogen for hot gas generation and regenerative energy for the electrical power demand.
With its plan to install hydrogen hot gas generators in CCG plants in Africa, Loesche follows the European Commission‘s large-scale hydrogen strategy launched in 2020 (COM/2020/301) [7] including the EU-Africa Green Energy Initiative [8].
Concluding remarks
With its Greenkey Solutions, Loesche takes a big step from a pure grinding expert to a technology supplier providing full-scope solutions for the transformation of cement plants into sustainable production sites including advanced pyro-technique, waste-to-fuel processing, material recirculation and, of course, grinding with all aspects. Although not the standing-alone options for meeting the target of a carbon neutral cement industry, the presented concepts are potentially suitable to give substantial contributions, especially when getting combined to system solutions. Another big advantage is the readiness of the technologies and the already collected experiences in semi- and full-scale operation making the Greenkey Solutions applicable now, rather than tomorrow.