Green Challenge, Cement with SCM – Applications with MVR mill


1 Introduction
As cement is the most widely consumed building product in the world, a huge volume is produced. Cement production is responsible for about 8% of man-made CO2-emissions. [1] The International Energy Agency (IEA) has highlighted four principal CO2 reduction levers. Key strategies to cut carbon emissions in cement production include improving energy efficiency, switching to lower-carbon fuels, promoting material efficiency (to reduce the clinker-to-cement ratio and total demand) and advancing process and technology innovations such as CCS [2].
Reducing the clinker proportion in cement is said to be by far the most effective measure. A comparison for energy use and CO2 emissions for a portland cement with 91% clinker and a composite cement with 68% clinker evaluates the energy use to about 4000 MJ/t for the portland cement and about 3080 MJ/t for the composite cement. [3] These figures contain input of clinker production, electricity consumed by cement mill section, packing plant section and auxiliaries. The CO2 emissions result in 800 kg CO2/t versus 600 kg CO2/t. The energy use and CO2 emissions of the composite cement are at least 20% less compared to portland cement. The use of Supplementary Cementitious Materials (SCMs) to replace clinker in cement is only part of the picture but gives a good indication to evaluate the effectiveness of composite cements regarding their carbon footprint. For the evaluation of energy use and CO2 emissions, the proportion of SCMs must be considered, but also likewise does the product fineness of the composite cement, as it is impacted by the reactivity of the SCM in use. As not all SCMs give a sufficient reactivity at lower Blaine, the product fineness overall must be increased under certain conditions.
Not only use of SCM is an effective measure to reduce the carbon footprint, improving energy efficiency is as well a key factor for grinding plants. In cement production more than 60% of electricity is used for grinding of raw material and cement. With this huge amount it seems mandatorily that energy efficient technologies should be used.
State-of-the-art grinding technologies as vertical roller mills can provide up to 70% electricity savings compared to ball mill systems. [2] Vertical roller mills are in operation in many other industries such as Lime, Gypsum, Industrial Minerals. In all installations the performance of a vertical roller mill regarding energy efficiency and sustainability is the main factor for success in a green future.
The properties of SCMs such as e.g., feed moisture, granulometry and reactivity will be discussed as important pre-condition for the grinding process. The vertical modular roller mill will be introduced in brief, the application of this mill for SCM will be discussed with highlighting the separate and inter-grinding of clinker and SCM as well as process parameter adjustments. With the flexible layout and versatility, the performance of the vertical modular roller mill can be adjusted to meet not only product requirements but also energy efficiency and sustainability. Operating data from industrial mills and properties of finish products will be discussed as well.
2 Historical development of SCMs
The precursor to modern-day cement was created in 1824 by a bricklayer and builder, Joseph Aspdin, who experimented with heating limestone and clay until the mixture calcined, grinding it, and then mixing it with water. [4]
In 1845, chalk and clay were fired at much higher temperatures, at around 1400-1500 °C, which led to the mixture clinkering, and produced what is essentially modern-day cement. From 1850, the use of concrete made from Portland cement increased considerably. Projects such as sculptures, small bridges and concrete pipes were typical applications at the time and helped to increase its prominence. Then followed large scale sewage systems, such as in European capitals, and the construction of metros and subways boosted demand. By the end of the 19th century, hollow concrete blocks for housing construction became mainstream.
The advent of reinforced concretes began in the 1840s in Europe, starting a period of innovation, using reinforced columns, girders and so on to allow the construction of larger bridges, taller and larger buildings etc., and significantly decreased the dominance of steel construction.
The first cement standard for Portland cement was approved in Germany in 1879, defining the first test methods and minimum properties, with many other countries following suit. Cement production and applications surged globally at the turn of the century. Since the 1900s, rotary kilns replaced the original vertical shaft kilns, as they use radiative heat transfer, more efficient at higher temperatures, achieving a uniform clinkering temperature and produces stronger cement.
Slag cement as one the first composite cements is finely ground and contains granulated blast furnace slag (GGBFS), which is a by-product of the iron-manufacturing process. It has demonstrated compatibility with all types of portland cements, as well as with some combinations of fly ash or other SCMs. Slag cement can be used in concrete mixes either as a separate component or as a constituent of a blended cement (portland cement and one or more SCMs).
New technologies and innovations are constantly emerging to improve the sustainability, strength and applications of cement and concrete. Some advanced products incorporate fibers and special aggregates to create roof tiles and countertops, for example, whilst offsite manufacture is also gaining prominence with the rise of digitalization and AI, which could reduce waste and improve efficiency and on-site working conditions. Cements and concretes are also being developed which can absorb CO2 over their lifetimes, reducing the carbon footprint of the building material.
A global clinker-to-cement ratio of 0.60 is projected by 2050 in the 2DS scenario, achieved through the increased use of cement constituents instead of clinker and greater penetration of blended cements. [2].
3 Application of MVR mills
The performance of a vertical roller mill is defined by a required throughput at a required fineness paired with a low specific thermal and electric energy consumption. The combination of three process steps in one system – drying, grinding, separating – makes the vertical roller mill very versatile regarding handling dry and moist feed materials, and grinding these to very high fineness, creating the product properties required by the different market areas.
SCMs or clinker replacement materials influence grindability, operational behavior, and reactivity. Reactivity indices of SCMs are very different and properties such as feed moisture and granulometry occur in a wide range. Therefore, a fine adjustment of the feed material properties and the target fineness of the finished product needs to be done. When it comes to composite cements, the versatility of modular vertical roller mills is impressive. These mills are very flexible for the grinding of different materials, such as: clinker, limestone, GBFS, pozzolana, fly ash, bottom ash, calcined clay, etc., with a wide range of properties. When moist materials are included in the feed mix, a heated rotary lock will be installed. When dry and already quite fine materials are included, an additional feeding point is provided at the classifier housing. All the listed features apply as well to all industries where MPS and MVR mills are in operation.
When producing composite cements the decision between inter- or separate grinding is often under discussion. The modular vertical roller mill can switch from inter-grinding to separate grinding depending on the client’s needs without any changes to the mill’s internals. Properties of, for example, GBFS and fly ash vary widely. In line with the required product properties, it must be taken into consideration that inter-grinding can result in finer fractions containing either very little or no GBFS or fly ash. Depending on the reactivity of the GBFS, the mode of production can be achieved with inter-grinding as well with separate grinding of the single components. Operational experiences show that plants tend to grind clinker and GBFS together if GBFS is available with a good reactivity. One advantage of inter-grinding is the formation of a stable grinding bed due to clinker and GBFS granulometries which interact positively. If the GBFS needs to be ground to a high fineness due to lower reactivity the separate grinding might be a better way to achieve the overall required properties of slag cements. MVR mills are operated in both ways. Figure 1 shows an MVR 6000 C-6 for grinding of CEM I and GGBFS.
The performance of a vertical roller mill can also be impacted by grinding aids. Grinding aids are very common today – resulting in production increase, early strength enhancement, improvement of workability etc. MVR mills can be operated without grinding aids, but performance is supported using grinding aids. The general application of grinding aids depends strongly on the manufacturing company and the region where the plant is located. Other factors include the cement type and product fineness.
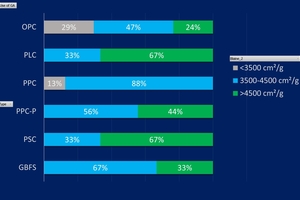
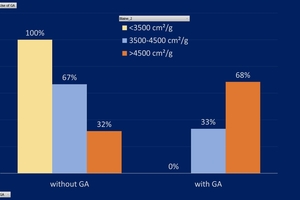
Figure 2 shows the fineness for cementitious products ground in MVR mills. The types are divided into OPC, GBFS (blast furnace slag), PLC (limestone-cement), PSC (slag-cement), PPC (flyash-cement), PPC-P (composite-cement with pozzolan). Cements with more than one SCM are classified according to the SCM with the highest proportion. Only OPC and PPC are ground to a fineness of less than 3500 cm2/g, the major proportion of cements is ground in the range between 3500 and 4500 cm2/g, more than one-third of the products of high fineness (> 4500 Blaine) are ground to 5000 cm2/g and higher. This reflects both the necessity of higher fineness for SCMs to achieve sufficient reactivity in the later application, and also the fact that OPC can be easily ground to a fineness of more than 5000 cm2/g in MVR mills. Figure 3 shows the use of grinding aids for different types of cement produced in MVR mills. In this evaluation all operating MVR mills for cement and all different products ground are included (this is also true for the data in Figure 2). Cements with a fineness of less than 3500 cm2/g are generally ground without grinding aids, for fineness ranging between 3500 and 4500 cm2/g one-third is ground with grinding aids, for high fineness cement more than two-thirds are ground with the application of grinding aid.
An important factor in the characterization of cement properties is the strength development in combination with setting times. National standards define the procedure for testing. Due to differences in those standards, the results of compressive strength development are not comparable to each other. Gebr. Pfeiffer’s testing laboratory has its own mortar laboratory and collects samples from operating vertical roller mills to characterize cement product properties. To ensure the reliability of results, the laboratory participates in annual round robin tests (FRANCE CIMENT and PROCERTUS)
The procedure for sample preparation, proportions for cement, sand and water are in accordance with EN 196-1. The properties of several cements produced in MVR mills are listed in Table 1. Nearly all OPC/CEM I products have developed a 28-day strength of 60 MPa or higher. Early strength after two days is clearly impacted by clinker quality and, for composite cements, the type of composite is an additional factor. The composite cements achieve high 28-day strengths. Products need to be ground fine enough due to composites to get the required strength level.
4 Characteristics of SCM ground in MVR mills
4.1 Calcined Clay
Calcined clays are one promising material for future applications as SCMs. The number of industrial production sites is increasing, but information available on the impact of grinding on its properties is currently limited. The process of grinding has significant effect on the reactivity and performance of SCMs [5]. Several influences originating from the grinding of calcined clays is known based on laboratory tests. Mineralogical composition especially of common clays (e.g., content of clays and quartz) will impact the particle size distribution and may lead to an enrichment of calcined clay particles in the finer fraction, but the quartz will also promote a deagglomeration effect [6]. The fineness of calcined clays can significantly affect compressive strength of concretes made with blended cements.
Table 2 shows a comparison of specific energy consumption and wear characteristics for CEM I, ground granulated blast furnace slag (GGBFS) and different calcined clays. The results of the calcined clays are based on grinding tests conducted in the pilot plant in the test center of Gebr. Pfeiffer.
The reactivity (determined by using isothermal calorimetry that gives a rapid indication of calcined clay reactivity (R3-Test [7]) and by solubility of Si and Al ions) depends on product fineness and grinding parameters. Increasing the fineness of a calcined clay from 7600 – 12500 cm2/g results in 15% better reactivity. The activity index, determined as compressive strength according to DIN EN 196, reaches up to 90% for mixtures with a replacement level of 40 % calcined clay after 28 d.
4.2 Limestone
In many countries, limestone is the most easily available supplemental material. Limestone dilutes the clinker content of the cement and impacts the strength development.
An MVR 6700 C-6 installed in Algeria produces limestone-composite cement by inter- and separate-grinding of limestone and CEM I. The limestone is pre-ground in the raw material mill MVR 6000 R-6. Feed material to the MVR 6700 C-6 is clinker and gypsum. The pre-ground limestone is injected into the classifier outlet and is homogenized with the CEM I in the filter and during transport to the product silos. Table 3 shows the performance results of inter- and separate-grinding (SPC = specific power consumption).
In general limestone is easier to grind than cement clinker; the limestone is developing more quickly a higher fineness during grinding than the clinker. Therefore, the Blaine for the produced composite cement is high due to the increased limestone content in the finer size fractions. But compared to a CEM I of the same Blaine figure the residue is higher due to the clinker particles that are more difficult to grind.
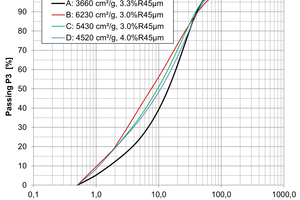
Limestones or calcium carbonates have as all other natural SCMs a wide range of grindability. E.g. cement raw material consisting to a main part of limestone ranges in specific power consumption between 5 to 12 kWh/t to achieve a residue of about 12% on 90 micron. Dolomite or marbles can reach even higher figures for specific grinding energy consumption. Application of such materials in limestone composite cements can result in a different behavior regarding the correlation of Blaine and Residue. The accumulation of the carbonate component in the finer fraction is less compared to standard limestones. As a result, the Blaine figure is not increasing very fast, the correlation of Blaine and residue is more comparable to a CEM I. Figure 4 shows the PSD of different limestone cements with a proportion of about 30% of limestone. Sample A has a low proportion of fines compared to the other samples. This results in a low Blaine figure with a low residue on 45 micron. The other samples have much higher Blaine at a comparable residue. Sample A is a cement with a very hard to grind limestone component.
4.3 Pozzolana
The great majority of natural pozzolans is of volcanic origin. The global distribution of volcanic rocks can be compared with the occurrences of natural pozzolan deposits. But not all volcanic rocks are suitable as pozzolanic material. More siliceous magma produces more explosive volcanism with better pozzolanic properties [8]. The activity of some pozzolanas, for example phonolite, can be increased by thermal treatment. By heating up to 300 ˚C to 500 °C, the crystal lattice expands, and the surface area increases [9]. Thereby the formation of hydrate-phases is supported. The grindability of natural pozzolana varies widely. Additionally, the reactivity of pozzolanas is very different and has tremendous impact, in combination with the clinker, on the produced cement. Therefore, a fine adjustment of feed material properties and target fineness of finish product needs to be done. Table 4 shows data for pozzolana cements ground in vertical roller mills type MPS and MVR, the fineness and specific power consumption of the mill are given as evaluated from real operating data, the capacity is normalized for a mill of the size MVR 2500 C-4 and MVR 6000 C-6.
5 Outlook
Reducing the carbon footprint is a challenging situation for all industries. With a versatile system like the MVR and MPS mill different tasks to reduce the CO2 emissions can be targeted. The performance of these mills is defined by a required throughput at a required fineness paired with a low specific thermal and electric energy consumption Not only the use of SCMs is an effective measure to reduce the carbon footprint, improving energy efficiency is also a key factor for grinding plants. Increasing the energy efficiency is focused by R&D topics such as reduction of pressure drop of the complete system; the use of CFD with 2-phase simulation helps not only for the mill but also for the plant with filter, fan and ducting. Digitalization is supporting and enhancing operational behavior and preventive maintenance. With the support of Artificial Intelligence (AI) the ideal setting points for application requirements can be selected specifically.
SCMs are applied in cement or concrete since many decades. The demand for high-quality SCMs is large, the world average clinker factor decreased from 0.88 in 2003 to 0.77 in 2010 and long-term predictions are that this number will decrease to 0.60 by 2050 [2].
The variety of those materials regarding e.g. moisture, granulometry, reactivity is huge. The flexibility of the design and the operating parameter adjustments of the MVR mill provides a system for the industry that is reliable to support decreasing the carbon footprint of plants tremendously. The combination of three process steps in one system – drying, grinding, separating – makes the vertical roller mill very versatile regarding handling dry and moist feed materials, and grinding these to very high fineness, creating the product properties required by the different market areas. Grinding of different SCMs is already realized in almost all cement grinding plants.