Vaisala case study: Optimised drying process helps Isolava cut energy consumption and improve end-product quality

Isolava produces plasterboard blocks for the construction industry. The Belgium company looks back on a long tradition: founded in 1963 and part of the Knauf group since 1990, Isolava manufactures gypsum plasterboard blocks for the construction industry. The most energy-intensive part of the production process is drying, where the wet blocks are loaded into carts and carried through a four-stage drying oven. Until 2017, the process was solely monitored by thermometers. In late 2017, Isolava began a project to optimise the drying process, led by Project Engineer Peter Vaneyghen. The first step was to install humidity sensors in the dryer in order to get a better understanding of the dynamics of the drying process.
Complex chemical process
The drying of a solid is a so-called mass transfer process, meaning that the moisture evaporates from the object to the surrounding environment as steam. It is important for the quality of the finished product that its moisture content is as uniform as possible. To achieve this, Isolava first had to understand the drying dynamics of its gypsum blocks. This is more complex than it sounds: there is no simple and reliable way to measure the moisture content of a gypsum block before drying is complete.
In the kiln, gas burners generate warm air, which is evenly distributed between the product surfaces by fans. Ventilation systems remove excess humidity. The process starts by warming up the products to oven temperature. Next comes the phase of drying at constant speed, where the material contains so much water that there is a liquid surface. In the last phase, while the drying speed decreases, no free moisture remains on the surface of the blocks. The water contained in the solid is extracted and collects on the surface. At the end of the process, the block is completely dry.
Substance group and material specific aspects
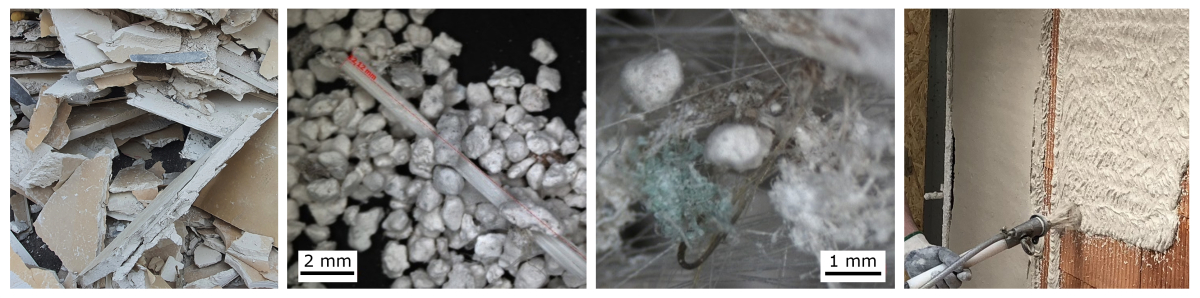
Plaster is hygroscopic, i.e. it binds moisture. Such materials show specific drying behaviour. However, gypsum also has a material-specific variable that must be taken into account: It consists of various salts, some of which are water-soluble. During the drying process, dissolved salt is transported to the surface of the block with the moisture, where it crystallizes as the water evaporates.
Project manager Peter Vaneyghen explains other aspects that need to be taken into account to avoid quality impairment. The examination of the microstructure of the dried blocks using an electron microscope showed that uncontrolled drying in the early stages of the process may lead to a lower drying rate in the later stages, when the capillaries of the material are closed. This reduces the drying speed, thereby increasing energy consumption and causing quality losses, for example in the form of discoloration.
Improved control based on extended measurement data
Vaneyghen and his team came to the conclusion that the key to optimisation lies in improved and more precise control of the drying speed in the various phases. The engineers modified the process and reduced the moisture fluctuations in the final product by drying the gypsum more slowly in the early stages of the process.
This required a modern control system, in which temperature measurement alone was no longer sufficient. The moisture content of the blocks also had to be monitored continuously. According to Vaneyghen, the right measuring technology was crucial for the success of the optimisation. Currently, the Wielsbeke plant is running 40 Vaisala HMP7 humidity and temperature probes with Indigo 201 transmitters.
Significant energy optimisation
The results convinced the engineers. The consumption of natural gas fell by around 20 %, and the annual savings for all ten drying kilns quickly added up to six-figure amounts. The final moisture content of the finished gypsum blocks was stabilized despite the speed fluctuations as they moved through the dryer, thus also improving product quality.
Vaneyghen was highly satisfied with the first phase. Drying, the engineer said, is a fascinating subject for him, precisely because the process first needs to be understood in more detail. Working out improved solutions is labour-intensive and requires the use of the right technology, but ultimately pays off in terms of cost reduction and quality improvement.
An ongoing project: Scalability of the solution for further products
In a further project phase, Isolava now also wants to optimise the drying of its drywall board products, and as Vaneyghen and his team have already had good experiences with Vaisala measurement technology, they are currently testing Vaisala‘s high temperature tolerance dew point transmitters for this purpose.
The drying process of the drywall boards has its own challenges. It involves a long time between the initial and final material moisture measurements, which makes it challenging from a control point of view. Vaneyghen‘s team relies on machine learning and dew point measurements for improved control of board drying.
Conclusion
The main objectives of the optimisation efforts were reduced energy consumption and optimised quality in the drying process. Both were achieved. In the course of the first project phase, it became apparent that improved control of the drying speed in various phases was paramount to the success of the optimisation. This could only be achieved on the basis of precise temperature and moisture measurements.
The probes used convinced the engineering team at Isolava not only because of the accuracy of their results, but also by their serviceability. According to Vaneyghen, the interchangeability of the probe is a great advantage. If a sensor needs to be calibrated, it can be easily changed without disconnecting the transmitter. In the second project stage, Isolava is working on improving the drying process of its drywall boards, drawing on the experience gained during the first phase.
//www.isolava.be" target="_blank" >www.isolava.be:www.isolava.be