Equipment manufacturers stress compliance with OSHA’s silica dust deadline




In a move to help all silica dust-producing operations comply with impending rule changes, Martin Engineering and BossTek (formerly Dust Control Technology) remind customers that the Occupational Safety and Health Administration (OSHA) respirable crystalline silica (RCS) dust emissions Final Rule (OSHA §1910.1000 Respirable crystalline silica) compliance deadline for general industry and maritime was 23.06.2018. Both experts in complementary technologies covering a broad range of activities help operators safeguard the health of individuals through the use of field-proven equipment to minimize fine particulates, forced downtime and potential litigation.
Serving customers from mining, aggregates and coal handling to demolition, workplace safety has always been a priority for the sister companies. “We believe dust control doesn’t need to come at the expense of production or profits, but should support operations and deliver a return on investment,” explained Jerad Heitzler, Foundations Training Manager at Martin Engineering. “Although added regulations are always a strain on any business, compliance is an opportunity to assess aging systems and improve efficiency.”
Why the regulation?
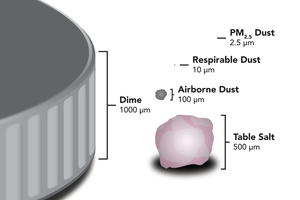
Due to the small size, RCS of PM10 (particulate matter ≤10 μm) can penetrate the body’s natural defenses (mucus membranes, cilia, etc.), reaching deep into the lungs. Invisible to the naked eye and able to travel long distances on ambient air currents, workers are often unaware of lingering RCS and take off protective masks, risking exposure and potentially contracting silicosis over time.
Silicosis is a chronic and irreparable disease that affects millions of workers in a wide variety of industries. Without proper protection, workers with extensive exposure can experience a buildup of RCS deep in the lungs, restricting lung capacity. Silicosis can potentially lead to more harmful and life-threatening lung ailments such as pneumonia, pulmonary tuberculosis and lung cancer.
With this in mind, not only does the Final Rule require regular monitoring by the employer, but it also sets personal exposure limits (PEL) and suggests engineering controls and particulate isolation rather than putting the entire onus of wearing uncomfortable respirators on the employees. By doing this, regulators also limit fugitive dust emissions from leaving the site line and exposing the wider public.
“The RCS regulations are touching a wide range of companies,” said Edwin Peterson, CEO of BossTek. “Some operations can implement a single solution, whereas others create dust throughout the entire process and require unique solutions at each stage.”
Being compliant
Companies are required to follow OSHA’s rules of compliance by using a personal dust monitor worn by a trained employee to monitor the amount of RCS and determine whether the exposure is under the average “action level” of 25 µg/m3 (micrograms of RCS per cubic meter of air). Plants must protect workers if they have an amount of RCS dust above the PEL of 50 µg/m3, averaged over an 8-hour day. To control these levels, OSHA provides guidelines regarding methods of compliance, advising companies to:
Use engineering controls – these include isolating dust in sealed chute systems and dust collectors, and/or using water-based atomized suppression systems
Provide respirators – compliance cannot be achieved by respirators alone, but respirators must be provided for use in areas where engineering controls cannot adequately limit exposure
Limit worker access to high exposure areas – limit access to areas where workers could be exposed to dust concentrations above the PEL
Develop a written exposure control plan – have it available along with monitoring results
Offer medical exams to highly exposed workers – review the regulation for compliance details
Train workers on silica risks and how to limit exposures – workers should be able to identify to OSHA inspectors the dust control supervisor and the compliance details when asked
Non-compliance could result in fines, process disruptions and legal action by federal or state agencies or workers. If PEL readings are at or above the permissible exposure level, plants must take action with isolation or engineered controls. And fines for first offences can be steep. For example, following the construction industry deadline of 23.06.2017, some general contractors and developers faced fines of US$ 40K-70K.
Isolation and engineering controls
Isolation to control dust exposure entails enclosing a conveyor system through the material transfer and sealing in particles to help prevent them from escaping. On a fast moving, high volume operation, air flow through the settling zone should be controlled to minimize its escape. An effective transfer zone slows the air down, allowing the material and dust time to settle. New modular structures deliver the versatility to adapt to virtually any material transfer, enabling the construction of a transfer chute and settling zone of varying heights and lengths to meet specific needs. Specially-configured dust curtains can also be installed to promote settling, and top-mounted dust bags release excess air while capturing particles that remain in the air stream.
For heavy duty applications with short ducting runs that exceed the volume of a dust bag, an integrated air cleaner is a compact dust collector located directly above the conveyor transfer point. It captures agitated dust in a filter, then uses a reverse pulse of air to return particles to the main cargo stream.
The system is not sealed if the chute skirting does not maintain constant contact with the belt. Mounted on the outside of the chute with optional quick release clamps for safer access and maintenance, innovative apron seals provide a dual-seal to further reduce the escape of fines and dust. The patented design features a secondary sealing strip that rides the belt to offer an extra layer of protection against dust emissions and spillage.
For hydrophobic materials, engineering controls such as spray systems can apply dust-suppressing surfactant and crusting agents using strategically placed nozzles and a fully automated control system to avoid waste. Able to be placed almost anywhere within the cargo stream from loading to discharge, the sprayed surfactant agents reduce the surface tension of water, improving its ability to wet surfaces and form fine droplets that reduce dust emissions.
Another concern operators should be aware of is carryback. Without thorough discharge of bulk materials from the head pulley, fines can stick to the belt or get caught in cracks and divots, dropping off randomly and potentially creating fugitive dust along the entire return path. Having the proper primary and secondary cleaners is key to reducing carryback. For extra cleaning of tacky or powdery cargo, operators may consider installing a Washbox Cleaning System consisting of a powder-coated steel enclosure equipped with rollers, spray bars, inspection doors and secondary cleaners.
Outdoor emissions
To address outdoor dust emissions from storage pile management to crushing and recycling activities, atomized mist cannons use high-pressure water driven to a circular manifold at the end of a specialized cylindrical barrel with an industrial fan in back. As the unit oscillates, the fan directs air through the cone-shaped cannon and propels millions of tiny droplets approximately the same size as the dust particles in a long cone covering an area up to five football fields in size.
For stackout conveyors and chutes where the cargo stream is exposed to open air currents and wind, point source suppression such as non-mechanical misting rings and spray bars are designed to control dust emissions. A misting ring encloses the stream in a curtain of atomized mist, containing it within the material flow. Open-air discharge resulting in dusty blowback from impact – e.g. when vehicles load into a hopper or from a conveyor discharging into a transfer chute – can be suppressed by misting bars and sprayers, which create a dust barrier. Like the spray systems mentioned above, these technologies can also be bolstered by surfactants for even more effective suppression.
//www.martin-eng.com" target="_blank" >www.martin-eng.com:www.martin-eng.com
//www.bosstek.com" target="_blank" >www.bosstek.com:www.bosstek.com