Efficient processing line for high-quality refuse-derived fuels – a case study of Votorantim Cimentos in Turkey





The Turkish cement manufacturer Votorantim Cimentos is a member of the Votorantim Group. The group, based in Brazil, is one of the eight biggest cement manufacturers in the world, with more than 780000 employees. Votorantim Cimentos has four locations in Turkey: Yozgat, Çorum, Sivas and Hasanoğlan. At its plant in Hasanoğlan the company uses a mix of refuse-derived fuel (RDF) and tire-derived fuel (TDF) in order to reduce the costs of cement production, which is energy-intensive. To produce TDF, the rims are removed from old car and truck tires, after which the rubber is shredded into fragments of roughly 70 mm and smaller. The goal of the cement manufacturer is to replace a large fraction of its expensive primary fuels with secondary fuels.
1 Introduction
Since energy accounts for roughly 30 % of the production costs in cement works, the demand is growing on the market for alternative fuels. These include liquid fuels like waste oil and solvents, but most importantly solid fuels derived from used tires, waste wood or mixtures comprising plastic, paper, composite materials or textiles. After processing, these fuels have a calorific value compa-rable to that of brown coal. The calorific value of used tires even approaches that of hard coal. To meet the rising costs of energy, the cement industry is thus increasingly able to cover its needs with these materials. Cement manufacturers can reduce their energy costs over the long term. Moreover, they become less dependent on limited fossil fuel resources, cut back the volume of waste and improve their carbon footprint.
At its plant in Hasanoğlan, Votorantim Cimentos uses a variety of mixtures for continuous feeding of its preheater. In order to be able to receive, store and convey the various materials after delivery and feed them in dosed quantities to the preheater, the manufacturer turned to the Vecoplan AG. Based in Bad Marienberg (Germany), Vecoplan develops and manufactures machines and plants for processing and handling alternative fuels derived from plastics, paper, domestic waste and commercial waste. It currently employs some 400 people worldwide. The company’s portfolio also includes consultancy, planning and developing solutions. It provides integrated project management, plus installation, commissioning and comprehensive service. In this way customers can obtain all they need from a single source.
2 Tasks and requirements
Vecoplan supplies a range of proven, robust components for handling alternative fuels in the cement industry, including pipe belt conveyors, truck unloading stations and storage systems for incoming material. The decision makers at Votorantim Cimentos were impressed. They also had a high regard for Vecoplan’s extensive engineering and project experience.
Votorantim Cimentos relies on external suppliers for TDF and RDF, and it has strict requirements relating to throughput, availability, energy efficiency and output quality. The company needed a line that could receive material for the preheater from trucks, store it, process it into an output free of impurities and convey it dust-free over a distance of around 280 m. TDF and RDF were to be received separately, mixed in different qualities and then stored. The required density of the mixtures was about 0.2 t/m³ for RDF and 0.35 to 0.6 t/m³ for TDF. The homogeneous fuel mixtures were to be fed continuously to the preheater. The plant was designed to convey a mixture of RDF and TDF at an average rate of 30 t/h. The conveyor line to the preheater had already been dimensioned for a rate of 40 t/h, corresponding to a potential annual capacity of approx. 288000 t.
The machines were to be in operation around the clock, seven days a week – and on at least 300 days a year. Thus availability was especially important. Other important factors were low maintenance requirements and reliable service. One special challenge for Vecoplan’s engineers was that this was a brownfield project. This meant that they had to integrate the new machinery into the existing production environment and make the best possible use of the limited space available.
Vecoplan first worked out a detailed engineering plan for the entire system and conducted material tests. To ensure high-quality output, it designed the machines in advance to work with different kinds of input material.
3 Description of the systems
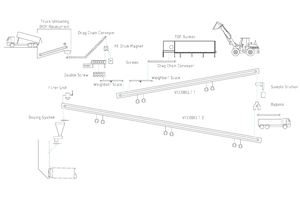
Dumper trucks and walking floor trucks deliver the RDF/TDF. There are separate reception points for each kind of vehicle. The materials can also be delivered on wheel loaders. Trucks unload the RDF at a reception station with a capacity of approximately 100 m³. After levelling it is moved from there by a drag chain conveyor. A drum magnet pulls ferrous impurities out of the mass.
The RDF passes through a disc screen to separate particles larger than 70 mm from the mass. This ensures clean combustion and prevents blockages by pieces of excess length. A frequency-controlled double screw conveys the RDF evenly onto a weighbelt scale. The scale gives the operator accurate feedback on the current material flow, allowing the RDF/TDF mixing ratio to be kept at the required value.
The TDF is delivered by a wheel loader to a receiving bunker. The length and width of this storage solution can be adapted as needed to the required mass of the input material. In this project a storage volume of approximately 60 m3 was chosen. The bunker operates with push rods and a walking floor. The material discharged from the bunker system is homogenised by a levelling roller and delivered to a downstream drag chain conveyor. Before the TDF is sent to the downstream conveyor line, it too is weighed on the scale and the mixing ratio is adjusted as needed.
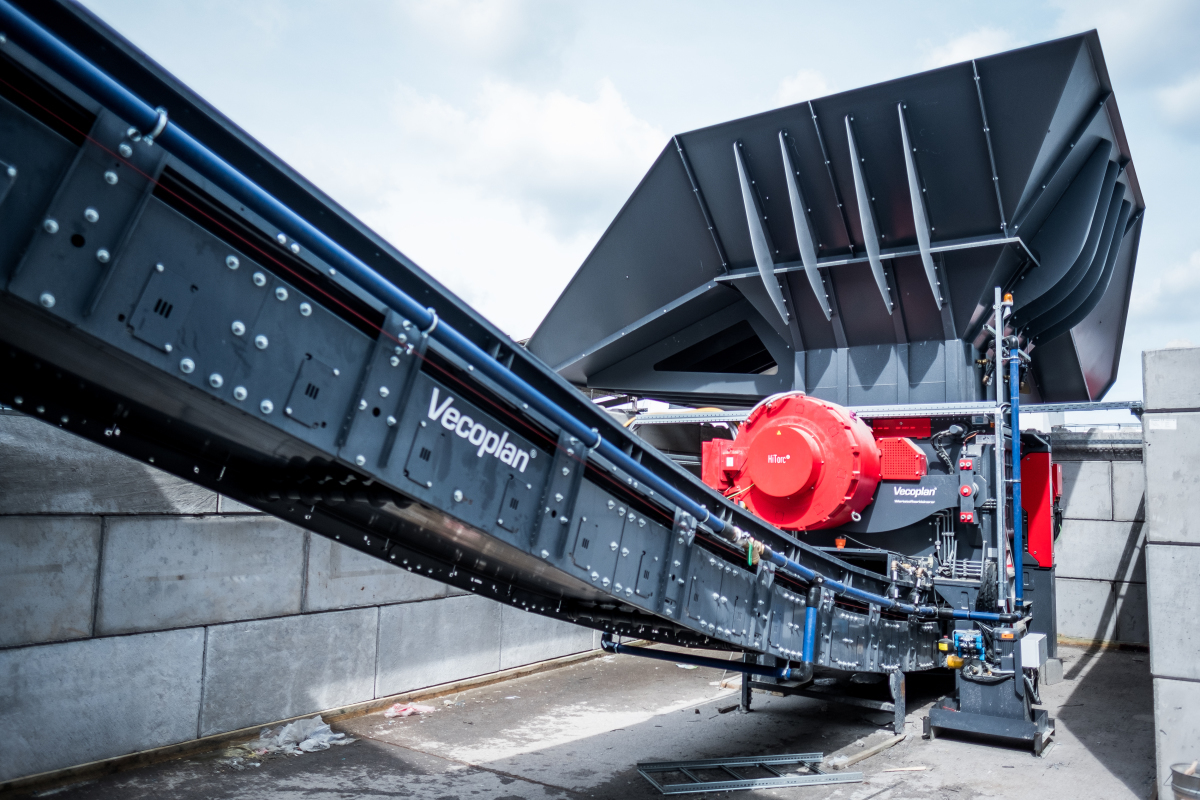
The RDF/TDF fuel mixture must now be conveyed to the preheater. Vecoplan supplied a VecoBelt pipe belt conveyor for this purpose. Thanks to its closed design, this system protects the material from environmental influences, ensuring that it is conveyed to the preheater safely – with neither losses nor emissions. The VecoBelt bridges a total distance of approx. 280 m. In this project Vecoplan delivered the VecoBelt in two sections to deal with differences in the gradient. The conveyor, which is completely closed, can overcome inclines of up to 18°, which makes it ideal for feeding material to the preheater. Even in the feeder section, the conveyor belt in the VecoBelt series passes through a pipe and does not run on maintenance-intensive rollers like conventional conveyor belt systems. The sliding belt is supported by an air cushion in both the feed and the return. Thus only minor friction losses occur during operation, resulting in cost efficiency and significant energy savings. Depending on the size, the VecoBelt achieves a conveying capacity of up to 1200 m3/h.
Each drive station is equipped with two scrapers. Operators can adjust the front head scraper and the carbide scraper from the outside. The front head scraper is flexible, yet strong enough to remove impurities from the belt. The carbide scraper provides even more thorough cleaning and also removes firmly-adhering belt dirt.
A sample station was installed at the transition point between the two VecoBelt conveyor systems in order to check the quality of the fuel. If necessary, samples of the material can be taken here for chemical analysis and determination of the combustion quality. The second section of the VecoBelt conveyor system brings the material safely and reliably to the preheater tower and transfers it to the feed hopper of the gravimetric dosing system. This system ensures constant, uniform feeding of the preheater and a high substitution rate. Two high-temperature rams prevent burnback. One ram is located before the dosing system and one after it.
4 Conclusion
In this project Vecoplan delivered a balanced, complete handling line with coordinated components to Votorantim Cimentos in Hasanoğlan/Turkey. What makes the project special is the integration of the machines into an existing system. The key components are two energy-efficient VecoBelts. To overcome a gradient, the pipe belt conveyor system is divided into two sections, enabling it to cover the required distance of some 280 m. The entire Vecoplan system operates reliably, with high energy efficiency and low maintenance requirements.
The operator is thus in possession of an extremely economical system with high throughput. The robust solutions are excellent in terms of availability and flexibility in dealing with different materials. A continuous supply of the preheater with high-quality fuel mixtures of different quality is therefore ensured at all times.
//www.vecoplan.com" target="_blank" >www.vecoplan.com:www.vecoplan.com