Reliable vertical conveying of alternative fuels with ODM-high-capacity belt bucket elevators






Bucket elevators are indispensable in the cement, lime and power plant industries, as well as in many other industries. The advantages are clear:
1. Energy efficiency: Bucket elevators have the lowest energy consumption of all vertical conveyors. Compared to alternative systems like pneumatic conveyors, bucket elevators can cost up to 66% less energy. The main component of energy consumption in a bucket elevator is the lifting power, along with minor contributions from friction and scooping power. Alternative mechanical conveying systems that operate at an incline, such as troughed belt conveyors, generate resistance with each idler (bearing friction and belt flexure work), resulting in loss of power or higher energy requirements.
2. Space-saving design: Bucket elevators have minimal space requirements. Alternative conveyor arrangements using inclined trough or pipe belt conveyors require a much larger amount of space, have a limited angle of inclination, and require steel bridge structures. This significantly increases investment costs.
Di Matteo has decades of unparalleled experience in conveying high, medium and low calorific secondary fuels of both fine and coarse materials using belt bucket elevators. Despite this, some plant operators, OEMs and design offices remain sceptical about the feasibility of conveying refuse-derived fuel (RDF) or solid recovered fuel (SRF) with bucket elevators. This scepticism arises because conveying solid alternative fuels poses significant challenges, due to their poor flow characteristics and highly variable bulk material properties.
Effective conveying requires not only proper filling and emptying of buckets, but also the prevention of pollution on pulleys and belts. Failure to manage these aspects can jeopardise system operation, potentially leading to reduced conveying capacity and frequent belt misalignment.
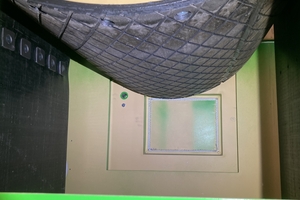
To address these challenges, Di Matteo continuously optimises its machines and has been operating several test bucket elevators for years. These are part of an ongoing collaboration with various universities and utilise modern technologies such as the discrete element method (DEM), computational fluid dynamics and advanced image analysis.
In recent years, Di Matteo has made significant advancements in the development of critical machine elements for Belt Bucket Elevators. Innovations in bucket design, discharge behaviour, and belt and pulley cleaning have led to performance increases of > 40%, without changing the bucket width or housing size. Notably, material fallback - the proportion of bulk material that fails to reach the discharge chute and falls back into the elevator bottom – has been reduced from approximately 15% to < 5%. By ensuring proper bucket filling and emptying and maintaining clean belts and pulleys, Di Matteo lays the foundation for safe and efficient system operations when transporting alternative fuels with Belt Bucket Elevators.
The knowledge gained from these advancements has also been applied to ODM-bucket elevators used for conventional bulk materials such as cement, raw meal, clinker, limestone, sand and much more. As a result, performance increases in retrofitted bucket elevators and reductions in bucket width for new machines have been realised. The reduction in material fallback further enhances the efficiency of bucket elevators, contributing to a reduced CO2 footprint.
Case study
Di Matteo recently replaced an ODM-Bucket Elevator that had been installed at a German cement plant in 2008. This elevator was used to transport coarse secondary fuels to feed the calciner. Over the years, natural and bulk material-related corrosion had reduced the plate thickness of the shaft casings, raising structural concerns. The operator decided to completely replace the bucket elevator to address these issues. To prevent future corrosion, the new bucket elevator was constructed entirely of stainless steel. The head and boot were additionally painted for optical reasons. The operator now benefits from a reliable mechanical vertical conveyor and a durable, self-supporting bucket elevator housing, ensuring dependable system performance for decades to come.
Di Matteo has amassed decades of specialised knowledge in handling a wide range of alternative fuels, such as RDF, SRF, fluff, meat and bone meal, sewage sludge and biomass. This expertise is continuously applied to product development, allowing Di Matteo to reference numerous successful installations worldwide and highlight its unique selling points across all products.