Latest trends in the hydrated lime market
 Maerz
Maerz
 Carmeuse
Carmeuse
 EuLA
EuLA
 EuLA
EuLA
 OneStone Consulting
OneStone Consulting
 OneStone Consulting
OneStone Consulting
 OneStone Consulting
OneStone Consulting
 Fels-Werke
Fels-Werke
 Carmeuse
Carmeuse
 Lhoist
Lhoist
 Maerz
Maerz
 Cimprogetti
Cimprogetti
 Cimprogetti
Cimprogetti
 Maerz
Maerz
 OneStone Consulting
OneStone Consulting
 OneStone Consulting
OneStone Consulting
 Lhoist
Lhoist
 Cimprogetti
Cimprogetti
 Carmeuse
Carmeuse
 Lhoist
Lhoist
Hydrated lime is in the trend, because it can save resources and provide better CO2 reduction potentials than any other lime product. Globally, while the share of quicklime and slaked lime is decreasing, the share of hydrated lime (dry powered hydrate) is increasing. In this article the market development and structure for the product is outlined, furthermore the production technology and benefits of hydrated lime are discussed.
1 Introduction
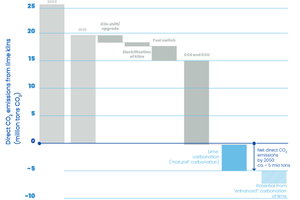
In the building materials industry, the carbon footprint of the production process and the utilisation of resources became major concerns in recent years. Reference pathways have been set-up to achieve net-zero or negative CO2 emissions by 2050. The German cement association VDZ, for example, also analysed the required primary materials for producing cement and concrete and how their consumption can be reduced [1]. In their scenario 2050 they come to the conclusion that it would be possible in Germany by 2050 to use about 41% less primary raw materials along the value chain of cement and concrete. However, the produced products and the required materials change significantly. We think that in principle this will also apply to the lime industry (Figure 1), although here the primary material limestone is easier to forecast than the different materials in the cement industry [2, 3].
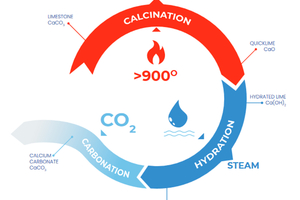
As in the cement industry, 69% of CO2 emissions are unavoidable process emissions from the lime calcination due to the chemical process, while 31% are emissions caused by the consumption of energy. The main measures for reducing the CO2 from the energy consumption are higher-efficiency kilns, a fuel switch and the use of green electricity. For reducing the process CO2 different carbon capturea, utilisation and storage (CCUS) technologies are available (Figure 2). However, another impact can be the recarbonation of the lime [4]. It has been shown in several studies [5, 6] that the full carbonation of lime after its final use is achieved when the lime has been hydrated (Figure 3). However, ‘enhanced’ opportunities to carbonize lime are still under development to make use of the carbon removal potential from the atmosphere.
2 Development of the lime industry
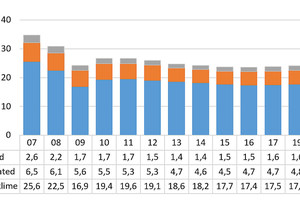
Worldwide, in 2021 about 275 million tons per year (Mta) of lime were produced. China leads the ranking with 145 Mta (52.7%) excluding captive production, followed by the USA (17 Mta, 6.2%), India (16 Mta, 5.8%) Russia (11 Mta, 4.0%) and Brazil (8.1 Mta, 2.9%). In the EU (27+1) in 2021 about 23.3 Mta (8.5% of global volume) were produced. Figure 4 demonstrates how the EU production has developed over the years and what types of lime products have been manufactured. The diagram shows that, lime production declined from 34.7 Mta in 2005 by almost 33% to 23.3 Mta in 2021, while the share of the main products only slightly changed. Quicklime dominates with 73.8% in 2005 and 74.2% in 2021, hydrated lime (18.7% and 19.9%) and hydraulic lime = slaked lime (7.5% and 6.0%). Anyhow, the share of hydrated lime increased while the share of slaked lime decreased.
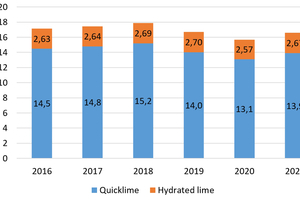
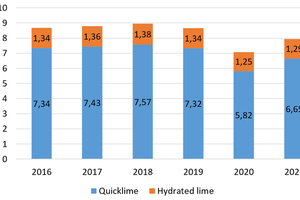
Figure 5 and Figure 6 show lime production in the USA and Japan over the last few years and how the shares of quicklime and hydrated lime developed. In the USA lime production almost stagnated from 2016 to 2021, with a production of 17.1 and 16.9 Mta. The share of quicklime decreased by 0.7% from 84.6% to 83.9% by 2021, while the share of hydrated lime increased from 15.4% to 16.1%, which is an increase of +4.5%. In Japan, a total of 7.94 Mta was produced in 2021 after 8.68 Mta in 2016. The share of quicklime declined from 84.6% to 83.8%, while the share of hydrated lime increased from 15.4% to 17.7% in 2020 and declined to 16.2% in 2021. Accordingly, in the EU, the USA and Japan the amount of quicklime dominates the market, while the share of hydrated lime increased slightly in the last few years.
3 Hydrated lime parameters and production technology
3.1 Types of hydrated lime
To produce any hydrated lime, it is first necessary to produce quicklime, which is CaO (calcium oxide). Crushed limestone is heated to around 900 to 1100°C in kilns (Figure 7) to produce quicklime. The heating of limestone releases carbon dioxide, leaving calcium oxide (CaCO3 is transformed into CaO + CO2). Hydrated lime or Ca(OH)2 (calcium hydroxide) is a strong alkali which is formed when calcium oxide reacts with water. This reaction generates heat. Depending on the amount of water used, calcium hydroxide can either be a dry hydrate (dry powder), a paste (putty lime) or a liquid (milk of lime or slaked lime). In this article, we will concentrate on dry hydrate, which is used for gas cleaning, desulphurisation, other environmental applications, as well as for water and wastewater treatment, and in many other industrial, agricultural and construction applications.
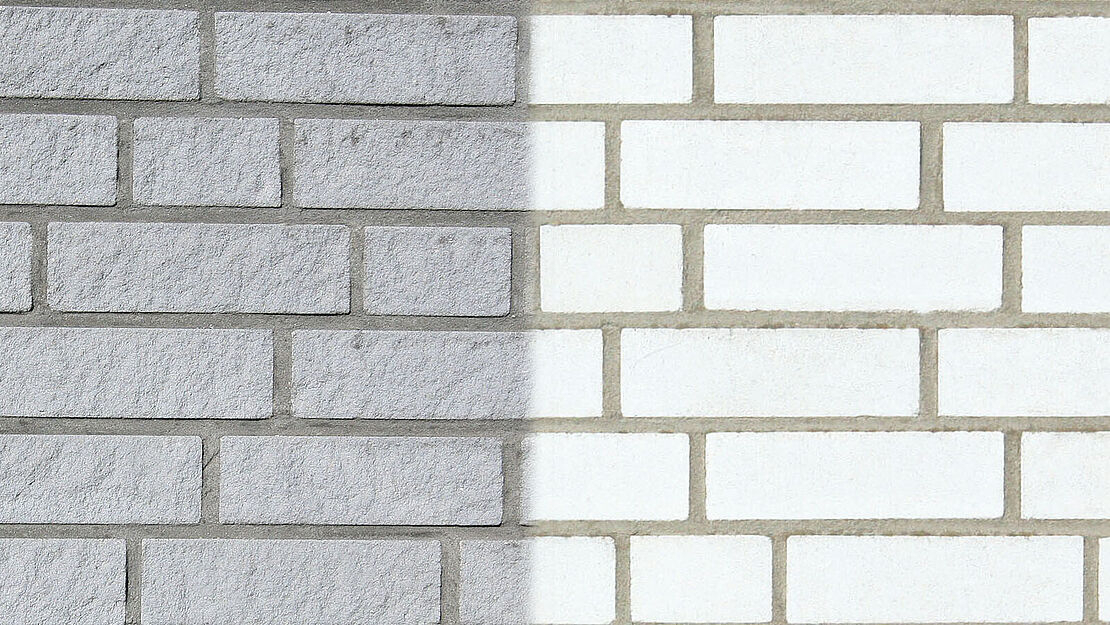
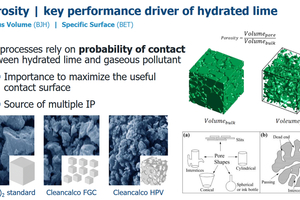
The most important parameters of dry hydrated lime are the specific surface and the porosity. While standard hydrated lime has a specific BET-surface (Brunauer–Emmett–Teller) of < 20 m2/g, specially engineered High-BET hydrated limes reach surfaces of > 40 m2/g and a pore volume of ca. 0.2 cm3/g (Figure 8). These kinds of highly-reactive hydrated limes were pioneered in the 1980s by Rheinische Kalksteinwerke Wülfrath, which is now Rheinkalk and owned by Lhoist. Since the 1990s, the products were introduced to the market in Europe and Japan and since April 2013 in the USA. Hydrated lime with BET > 40 m2/g is defined as highly-reactive. Today, specific BET values range up to 45 and > 50 m2/g. The benefits of reactive hydrated lime when used as an absorbent are a significant reduction of the absorbent dosage, a higher absorption rate as well as a reduction in the residual generation and as a result a lower consumption of resources and energy.
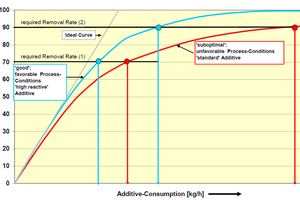
Figure 9 shows a typical removal curve for acid gases such as SO2, HF or HCL as a function of the removal rate and the consumption of an alkaline additive (hydrated lime). The removal rate increases the more additive is consumed, depending on the stoichiometry of the gas /absorbent reaction. The higher the required absorption rate, the more unfavourable the additive consumption is. Accordingly, when a highly reactive hydrated lime is used instead of a standard hydrated lime, the additive rates can often be reduced by 50% and more. This correlation becomes even more important with the ever more stringent reduction rates for the emission of acid gases, other gases, heavy metals and other particles, due to the clean air directives issued by governments. Anyhow, this also applies to sectors such as water and wastewater, where hydrated lime is also used to reduce contaminations.
3.2 Production technology
Dry hydrated lime (calcium hydroxide) is produced by mixing quicklime in hydrators (Figure 10) with a specific amount of water, taking into account the quicklime’s natural affinity for hydration. All major equipment suppliers for lime kilns also offer quicklime hydration technology. However, only a few offer technology for producing standard BET as well as high-BET hydrated lime versions. Italian Cimprogetti is a leader with highly-reactive lime hydrators. Such a hydrator comprises 3 stages, which are also available in a pilot-hydrator (Figure 11), where lime producers can test the product quality, hydration parameters, temperature and residence time. In the upper section (first stage) the quicklime is reacted with water, in the 2nd stage the product is mixed at a certain residence time, with a chamber mostly 2- times larger than in the first stage, while in the 3rd stage the hydrated lime is finished and if necessary mixed with additives.
Figure 12 shows a modular Cimprogetti Hydrax COMPACT lime hydrator, installed in a lime plant in Colombia, Figure 13 shows a larger lime hydrator supplied by Maerz Ofenbau, installed at a lime plant in Saudi Arabia. While the pilot module is available for throughputs of up to 130 kg/h, larger industrial lime hydrators are available in sizes up to 60 tph and more. The pilot hydrator and industrial hydrators can be equipped with a hot air generator for flash drying of the product and a grinding stage for de-agglomeration of the quicklime feed product. To produce different engineered high-BET products and purities, the quality and the purity of the quicklime is important. Different grades (fineness of chemical grade and construction grade) are adjusted in separate separation circuits.
4 High BET- hydrated lime market and applications
4.1 Supply market
The high BET-hydrated lime market is dominated by the leading suppliers Lhoist, Carmeuse, Mississippi Lime, Yoshizawa and SigmaRoc/Fels. According to our research, about 40.0 Mta of hydrated lime and 0.92 Mta of high BET hydrated lime were produced worldwide in 2021, which results in a High BET share of only 2.3%, on average (Figure 14). Highest shares are in Japan with 9.1%, followed by the USA with 8.6% and the EU27+1 with 5.4%. The main players in the EU are Lhoist (with more than 50%), Carmeuse, Sigmaroc/Fels and Schaefer Kalk. In the USA the main players are Mississippi Lime and Lhoist (about equal market shares), Carmeuse and Greer Lime, while in Japan the main players are Yoshizawa (about 40%), Lhoist, Calfine and UBE Materials. However, the market shares for the main applications are mostly different.
4.2 Applications and main advantages
In the global market for high BET hydrated lime of about 920 kt/a, flue-gas desulphurisation (FGD) applications account for 54.7%, followed by waste-to-energy (17.5%) and glass and ceramic furnaces with 6.7% and 6.2%, respectively (Figure 15). These 4 applications alone comprise 85.1% of market, while several other applications are small or still in their infancy. One of the main questions is how the future FGD-market will develop, with the phasing out of coal-fired power in several major markets such as in the USA and Europe. On the one hand, dry absorbent injection systems (Figure 16) have replaced semi-wet systems because of their higher efficiency and easy adaption to the processes, while the semi-wet process using slaked lime is renowned for its low cost of absorbency but can experience some limitations in coping with unsteady flue gas conditions. This can require the combination of dry and semi-wet systems in a processing plant.
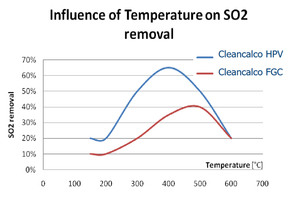
Anyhow, in waste-to-energy (Figure 17) and biomass plants, dry sorbent injection with high-BET hydrated lime has become the major process, because it can remove a number of acidic gases as well as hazardous heavy metals and mercury. To achieve highest removal rates, the temperature and humidity ranges of engineered high BET absorbents are taken into account and used for process optimisation (Figure 18) so that a staggered absorbent injection system suited to the typical operating conditions can be applied to the plant. What does this mean? High BET dry sorbent hydrated lime is able to broaden the typical operating conditions of the semi-wet processes and can boost the performance of the clean air treatment processes with only marginal investment costs needed. Furthermore, the consumption of dry absorbents is drastically reduced.
Because of a reduced material quantity in using hydrated lime compared to quicklime or slaked lime, and the relatively high simplicity of the injection technology, more options for purchasing the materials are available. Instead of purchasing hydrated lime, the product can also be produced from purchased quicklime in a hydrator as long as patents are not infriged. This can make the complete logistics easier and better to handle, because there are more options for buying quicklime from several suppliers with shorter distances than buying hydrated lime from a limited number of plants. Anyhow, the lime suppliers today are able to optimize logistical concepts (Figure 19), so that it is easier to decide for making hydrated lime or buying. The most important aspect is that the supply of the hydrated lime is uninterrupted and that intermediate storage capacities of the required products are adequate to overcome any supply issues.
5 Conclusion and outlook
The market for hydrated lime products and especially high BET product versions is increasing. Due to their high surface and large pore volume, these products offer an excellent removal of sulphur, chlorines, fluorides and other hazardous pollutants. The products are easy and ready to use and require no further activation. They can be used for dry sorbent injection and can also be combined with semi-wet systems to achieve higher removal rates and flexibility. What are the benefits? The products reduce costs due to a lower reagent consumption and require no extra reagent preparation. Legislative limits can be easier achieved, less residues are produced and finally, the products are able to reduce the carbon footprint (scope 1 and 3 emissions).
According to our research and interviews with producers, we estimate that the global market for high BET hydrated lime will increase from 920 kt/a in 2021 to 980 kt/a by 2025 and 1090 kt/a by 2030. However, in the coming years demand in the USA and Japan will decrease, due to the continuing phasing-out of cf-power. In the EU27+1 the demand decline for cf-power will be compensated by a large growth in waste-to-energy and biofuels projects and growth in most of the other applications. According to our projection, the average global CAGR will be 1.6% by 2022 to 2025 and 2.2% by 2026 to 2030. While FGD cf-power generation will decline by -3.6% and -3.3%, respectively, in our projection waste-to-energy will increase by 8.4% and 10.7%, respectively.