Inefficiencies and solutions for the conveyor return
 2025 Martin Engineering
2025 Martin Engineering
 2025 Martin Engineering
2025 Martin Engineering
 2025 Martin Engineering
2025 Martin Engineering
 2025 Martin Engineering
2025 Martin Engineering
 2025 Martin Engineering
2025 Martin Engineering
 2025 Martin Engineering
2025 Martin Engineering
 2025 Martin Engineering
2025 Martin Engineering
 2025 Martin Engineering
2025 Martin Engineering
 2025 Martin Engineering
2025 Martin Engineering
The return side of the conveyor may be the most deceptively hazardous part of a conveyor system. With long gaps between rollers and carrying no cargo, there is an extensive list of injuries inflicted on workers from the return side of conveyors in the Occupational Safety and Health Administration (OSHA) database [1]. Caused by nip/shear points, belt contact and reach-in hazards from working around a running conveyor, these injuries stem not only from a lack of satisfactory protection of both the worker and system, but also inadequate training [2]. Many experts will attest to the fact that efficiency and safety are inextricably linked. Thus, an emphasis on safety translates to a reduced cost of operation and increased production. Clean return systems using modern equipment mean less spillage and cleanup under and around the belt, which mitigates labor costs, downtime and exposure to work hazards. A well-maintained belt return also yields less dust, fewer fouled rolling components and a centered belt entry from the tail pulley into the loading zone.
Belt return hazards
Nip points are created where a moving element of the conveyor machinery meets another rotating or moving component. Based upon common belt speeds and average human reaction times, a shovel or other tool in an entrapment situation will pull the worker using the tool in with it before the person can even let go. The same is true of loose-fitting clothing or long hair when working beside or under a running belt.
Shear points occur when the edges of two machine parts move across or close enough to each other to cut a relatively soft material. An example of this is where the belt quickly passes a stationary beam or component, which can trap a limb, abrading it or severing it.
Fugitive material
The fugitive material hazards posed around the belt return begin with the discharge at the head pulley. An insufficiently cleaned belt can cause carryback to drop along the entire belt path and spill into walkways or on the return belt. This produces a trip hazard and a possible violation. In addition, dust can get into cracks and divots in the belt, release along the belt path, and foul gears and bearings of rolling components, causing them to seize and creating a possible fire hazard.
Inadequate cleaning technology and tensioning systems allow carryback to collect directly beneath the discharge zone. If not addressed, material accumulates quickly until the belt runs along the top of the pile, creating carryback across the entire profile while abrasion degrades the belt face and frays the edges. In extreme cases, encapsulation can move carryback to the inside of the belt, fouling pulley faces and causing them to slip, leading to mistracking and component wear.
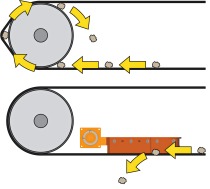
Fugitive debris on the return side of the belt can rapidly reach the tail pulley. Once caught between the belt and the pulley, these material chunks can recycle through over and over again, each time putting a new divot in the belt, as well as gouging and fouling the pulley face. This material can become ground into fine dust or ejected from the pulley. Plows are often used to clean the inside of the belt and protect the tail pulley and belt from damage [Figure 1].
Other equipment hazards
Many operators focus on cargo side issues and neglect the return side, where belt tracking should be of pivotal concern. When left unchecked, the belt can drift into the structure, causing fraying and the potential for a fire hazard. Moreover, if the belt is off-center on the tail pulley, then it will likely enter the loading zone unevenly and cause the cargo to be loaded off-center, exacerbating cargo-side belt tracking issues.
While issues from fugitive material to belt tracking can cause a number of mechanical problems, each one also represents a safety hazard. If components are not functioning at 100%, there is an increased likelihood of a situation that may put a worker in danger while trying to fix the problem. An operation’s interests are best served by taking actions intended to prevent the mechanical problems and the accompanying potential for injury, rather than just protecting the worker from hazards that will likely be present with guarding.
Steps toward minimizing return belt hazards
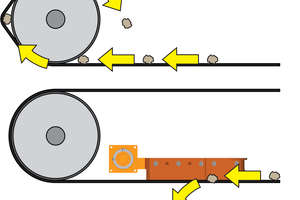
According to OSHA [3], operators should adhere to the standards set by the American National Standards Institute (ANSI), which recommends detailed inspections of the entire conveyor mechanism [4]. The first step is identifying potential problems before they occur [Figure 2]. The second step should be putting an emphasis on training and enforcing strict lockout-tagout procedures for any activities on or around the conveyor system.
The third step is for operators to choose the proper equipment to minimize accidents. New equipment designs dispel the myth that conveyors are inherently dirty and in need of constant maintenance. The equipment being offered today is safer and easier to maintain, engineered to improve production and efficiency, and designed to reduce the cost of operation.
Safe and efficient cleaning
In the past, belt cleaners were rigid, linear pieces of hardware made out of various materials from brick to plastic that earned the name “scrapers” or “wipers” because that’s what they did. They had a low operational life, broke or cracked often and significantly contributed to belt wear. Modern primary cleaners are usually mounted at the head pulley, made from engineered polyurethane, which is forgiving to the belt and splice, but still highly effective for dislodging cargo. Typically supported by mechanical or pneumatic tensioners designed to meet the needs of the application, the designs require significantly less monitoring and maintenance of blade tension. At least one modern primary cleaner design requires no tensioning at all after initial installation. Featuring a matrix of tungsten carbide scrapers installed diagonally to form a 3-dimensional curve around the head pulley, it typically delivers up to 4x the service life of urethane cleaners without ever needing re-tensioning.
As conveyor speeds and cargo volumes increase to meet production demands, secondary belt scrapers are often installed immediately after the belt leaves the head pulley to address dust and fines that escape the primary cleaner. Generally equipped with spring or air tensioners that easily adjust to fluctuations in the belt, secondary cleaners are particularly efficient for applications that produce wet, tacky or dusty carryback.
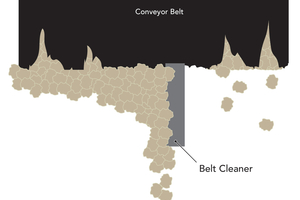
In most applications, normal belt wear can yield valleys and depressions in the belt. Dust and fines that get into these blemishes often remain even after passing under primary and secondary belt cleaning blades, becoming dislodged by the impact of any return idler the belt meets [Figure 4]. This causes dust and spillage in areas away from the head pulley.
In such cases, operations may choose to install a Washbox Cleaning System, which combines secondary cleaners with water spray bars enclosed in a self-contained unit that captures residue and drains wastewater safely away from the work area [Figure 5].
Even on a clean belt, mistracking is another concern, especially for operators of long conveyors. Previous belt tracking systems were reactionary pieces of equipment designed to help prevent belt contact with the mainframe, however these designs have historically experienced problems with friction heat, edge degradation and belt curling.To avoid these expensive and hazardous consequences, operators can now specify modern tracking equipment designed for the belt return. Shorter single-direction or reversing conveyor systems may only require a crowned roller that uses a ribbed lagging made of durable polyurethane. The moment the belt wanders off-center, the assembly tilts to the opposing side and steers it back toward the center.
Some longer systems may require a series of modern upper and lower trackers hung from the mainframe every 21 to 50 m and on the return run directly prior to the tail pulley. These designs utilize innovative multiple-pivot, torque-multiplying technology with a sensing arm assembly that detects slight variations in the belt path and immediately adjusts a single flat rubber idler to bring the belt back into alignment.
Tail pulley protection from build-up riding on the return side of the belt using a V-Plow or diagonal plow can extend the life of the entire system by minimizing fouling of the pulley face that can lead to mistracking. Attached with dual steel crossbars bolted to the conveyor frame ahead of the tail pulley, the units employ a unique torsion arm suspension system, which adjusts to fluctuations in belt tension to maintain consistent pressure for effective cleaning in all stages of wear. Lightly riding on the belt, the diagonal design deflects debris away in a specific direction, while the V-plow design deflects debris to either side. Where large lumps or broken idlers are getting on the return side of the belt, a tail protection plow designed for high impact is used, often in addition to or in combination with a return belt cleaning plow.
Installing adequate guarding that encloses the system and has the correct mesh size and mounting distance from the hazard also helps protect workers from fugitive material and reach-in injuries. For systems that are considered “guarded by location” (too high to reach), gates may not be required, although most countries have standards that require guarding against falling bulk materials [5].
Return roller guards -- though seldom seen except over roads and walkways -- improve safety and meet the growing demands of government regulations. Build-up under the conveyor or on work platforms can negate the guarded by location “too high to reach” criteria, so best practice is to guard all known hazards or eliminate the hazard by design.
Conclusion
From head pulley to tail pulley, return side belt care is essential to maintaining an efficient and productive system. By installing modern equipment that helps remedy common return side problems, operators reduce the time workers spend near the system servicing and cleaning it. This mitigates hazards, reduces downtime and improves compliance.
In addition to resolving many mechanical problems, these improvements will help prevent injuries caused by incidental contact with a moving belt that can pull a worker into pinch and shear points, some of the most prevalent workplace hazards in bulk handling operations. Over hundreds of projects that directly address return side issues using modern equipment, operators have reported a quantifiable return on investment. Decreased man-hours for system cleaning and downtime for maintenance enable a lower cost of operation, translating into a return on investment in as little as 12–24 months. If an injury is prevented, the payback is instantaneous, but even without considering the cost of an injury, the improvements actually pay for themselves over time.