Digital transformation of the cement industry
 tkIS
tkIS
![1 Industry 4.0 concept [1]](/uploads/images/2023/w300_h200_x600_y416_Fig1L_Industry-1d8f7ffba58b4ec8.jpeg)
 Cemex Deutschland/Thomas Weber
Cemex Deutschland/Thomas Weber
 Siemens
Siemens
 KIMA Process Control
KIMA Process Control
 FLSmidth
FLSmidth
 tkIS
tkIS
 AUMUND Fördertechnik
AUMUND Fördertechnik
 Holcim
Holcim
 IBAU Hamburg
IBAU Hamburg
 Cemex
Cemex
 Cemex Deutschland
Cemex Deutschland
 Holcim
Holcim
 Heidelberg Materials14 LAI data module
Heidelberg Materials14 LAI data module
 tkIS
tkIS
Digital transformation is the integration of digital technology into all areas of a business. But what does it mean for the cement industry? And what has changed, because most of the technologies and components are not very different to those already used 10 or more than 20 years ago. The answer is, today data can be processed much faster, and digital tools and services can improve the performance and efficiency of plants, make them more intelligent and reduce operational costs. This article outlines the basic concept for the cement industry and highlights latest results.
1 Introduction
The idea for the digital transformation of industries was outlined in a report [1] published in April 2013 by a German Research Alliance. The research was initiated two years previously by the Federal Ministry of Education and Research with the objective of securing the future of the German manufacturing industry. Since 2006, the German Government has promoted the “Internet of things and services”, which is now mostly referred to as the “Internet of Things” or IoT in short form. However, the vision of the German Research Alliance was the Industry 4.0 initiative, or the fourth stage of industrialisation to offer Germany the chance to further strengthen its manufacturing position. Figure 1 shows the basic concept of that time with the smart factory in the internet environment. For your imagination, just think this is a cement plant offering its products and services to its customers.
2 Digital transformation of the cement industry
Depending on the strategy as well as the size and experience of the cement manufacturing companies, there is no one common approach in the industry. However, the main objectives of most of the cement producers comprise:
Improvement of process control
Improvement of product quality
Better availability and reduced downtime
Advanced logistical concepts
Intelligent plant monitoring
With the right digital tools and by using artificial intelligence (AI), could Cement 4.0 provide a paradigm shift to the cement industry? Anyhow, it is interesting what the companies also say about why they introduce digital transformation or why they want to bring it to a higher level. In common, big corporations as well as smaller or medium-sized companies wish to become the industrial leader. Other cement producers want to increase the sales volume that is met by digital transformation or want to improve the efficiency of their employees. Some companies also want to implement digital transformation to reduce their environmental impact and carbon footprint. Others mainly look to improve their profits. But when it comes to profitability, the reduction of personnel costs it is not explicitly mentioned. However, could this also be a main driver for why so much money is now spent on digital transformation?
3 Cement 4.0 solutions today
3.1 Improvement of process control
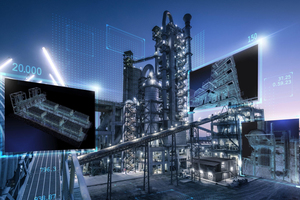
The performance of a modern cement plant (Figure 2) depends on a large number of parameters [2]. An optimization of the plant’s throughput need not be the energy optimum or vice versa. And there are a lot of other parameters which could have their own optimum, such as the cement quality, plant availability and maintenance, maximum use of alternative fuels or the environmental impact of the plant. For many years now, various expert systems have been on the market, which are specifically designed for cement plants and allow advanced automation and process control. The expert system’s approach is to model the behaviour of the best kiln operators by means of neural networks, soft sensors and advanced predictive or model control. Such systems aim to integrate “self-learning” and “auto-adjusting” AI modules. The main providers of such systems are automation experts such as ABB and Siemens, cement equipment suppliers such as FLSmidth and thyssenkrupp (tkIS), or solution providers such as Kima Process Control, just to mention a few of the many suppliers.
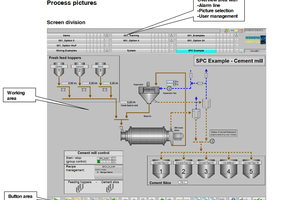
ABB’s Ability Expert Optimizer process control system for the cement industry uses advanced process techniques, including linear and non-linear model predictive control, fuzzy logic and neural networks to control, stabilise and optimise the process and to manage critical plant components such as the kiln, alternative fuel system, mills and blending [3]. Experience with advanced process control at Siemens goes back to the year 1974, when the first Cemat-System was installed in a cement plant in Spain, based on then newly developed Simatic S3 programmable logic controller [4]. The latest Cemat-Version 9.0 on the basis of Simatic PCS7 allows a forward-looking process control that automatically achieves a higher throughput while maintaining product quality (Figure 3). The fuel supply to the kiln system and raw materials can be reduced substantially. Quality requirements can be set at a high level and the production can be organized in a more flexible way.
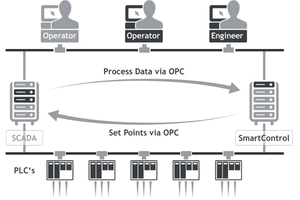
The ECS/ControlCenter V8 is FLSmidth’s latest version for process control solutions in the cement industry. The platform has been continuously improved since its initial versions were launched in the 1970s. The system has numerous features for an integrated automation, from single machine control to full plant control. All the ECS-supported communication drivers can run at the same time. Accordingly, a plant with a step-by-step upgrade will benefit from one unified operator interface regardless of the underlying process controller type. The solutions by Kima Process Control allow the combination of artificial intelligence and predictive advanced control for fully autonomous grinding control [5]. The company’s Millmaster, which is based on the Smartcontrol software (Figure 4) for predictive advanced process control, allows a fully automated start of the mill, automated stop, emergency recoveries and fully automatic switching between cement types. For the advanced control of the kiln system, another system called Kilnmaster is available.
3.2 Improvement of the product quality
Depending on the desired application, different types of cement are produced. The European Standard EN 197-1 alone differentiates 27 different cements with different compositions. Because the trend is towards decreasing the clinker factor in cement and using new cementitious materials such as calcined clay, even more blended cements will be produced in the future. Today’s advanced cement mills such as vertical roller mills (VRM) offer the opportunity to switch from the production of one cement to another within minutes. Such flexibility is only possible if the cement quality can be easily controlled. Anyhow, it is not only the cement quality that has to be controlled, the clinker quality also plays an important role and this also influences the CO2-emissions. One parameter is the lime saturation (LSF) factor. A modelling of dynamic mechanisms [6] shows that a 5% variation in the LSF can lead to an increase in CO2 emissions of up to 16.4 kg CO2/t clinker and accordingly this has an influence on the CO2 costs.
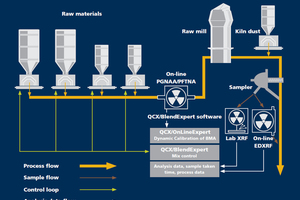
Today, a variety of automated laboratory concepts exist for the cement industry. The options cover the complete range from stand-alone to fully automated versions. Manual sample preparation has been mostly eliminated and automated laboratories with sample handling by robots or belt have become the standard. For the analysis of the mineralogy of raw materials, fuels, raw meal, kiln dust, clinker, additives and cement, as well as their elemental composition, a wide range of analysers is available on the market. Figure 5 shows as an example by FLSmidth how, the raw material feed for the mills can today be optimised by using an expert software and control. The online analysers are adjusted with the less frequent, but more accurate, central laboratory results to control the weigh feeder signals for the raw materials. Such systems have become very beneficial for meeting the demands of modern plant conditions, where material types can rapidly change and when feeders are operated with multiple materials.
For the first time, a new process control tool now enables quantification of clinker and cement reactivity in automated laboratories [7]. In everyday cement plant operations, one critical restraint is the lack of reactivity data available at the same pace as the production process – and not just many hours later. Now, the reactivity of clinker and cement can be determined automatically within 1 hour using a fully automatic isothermal calorimeter (Figure 6). The new calorimeter, supplied by thyssenkrupp Industrial Solutions (tkIS), can be integrated into the laboratory automation system or used as a stand-alone unit. The particular strength of polab Cal is its speed: whereas analysing the reactivity of clinker and cement by compressive strength has traditionally taken at least 24 hours, the new automated calorimeter delivers its analysis results in a fraction of that time. Accordingly, the gap between process and product quality control is further closed by integrating this technology into automated product quality control.
3.3 Better availability and reduced downtime
Preventive maintenance is essential for minimizing the number of unplanned plant shutdowns. Shutdowns are always problematic because of the length of time involved and have a decisive effect on the cost-effectiveness of the plant. The maintenance concept is simple: solve problems before they happen. By monitoring the operating conditions of machines and equipment over longer periods of time, it is possible to predict wear, mechanical part failures and the timing of a given failure. Critical machine behaviour, wear and malfunctions can be detected before major problems occur by analysing process and sensor data. Accordingly, the online condition monitoring and data storage allows a monitoring of the equipment performance. With analytic algorithms, which are based on comprehensive machine know-how, a prediction on the service life and the machine health can be given.
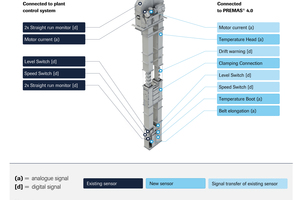
In the last few years the introduction of Cement 4.0 has brought a rapid development in sensor detection and analysis. We have to keep in mind that similar sensors have also been developed for other industries, but the specific problem in the cement industry is the massive wear because of dust and heat issues, not only for the equipment but also for the sensors. Figure 7 gives an example for a critical belt bucket elevator being used for the raw meal feeding of the preheater as supplied by Aumund Fördertechnik. Some of the sensors are directly connected to the plant control system, some are connected to the Premas IoT box, which is part of the system developed by Premas Preventive Maintenance Service for the Aumund Group. The sensor data are transferred via mobile network to the based Premas cloud analytics, from which information about anomalies and remaining lifetime is supplied to the user. Accordingly, the critical maintenance can be completely outsourced if necessary to 3rd parties, who can perform inspections, supervision and conversion services.
Another new development for analysing the performance of a cement plant is the so-called predictive twin or digital twin. The idea behind this is to drive standardisation and a higher production efficiency. Holcim launched the world‘s first digital twin cement plant. The real-time 3D virtual model generated with latest camera technology (Figure 8) accurately replicates one of its sites in Switzerland as part of Holcim’s “Plant of Tomorrow” programme. The digital twin integrates the company’s enterprise software and performance prediction algorithms with the 3D model, to enable a faster and more efficient and reliable plant operation at lowest cost. At Heidelberg Materials, a cement solution is also making progress. The company has, for example, developed key twin tools for their ready-mixed concrete (RMC) and aggregates (AGG) business. In selected countries, Heidelberg Materials has been able in the RMC business to consolidate batching, transport, dispatch, call centre and quality control in one central location and thereby increase efficiency and on-time delivery of the RMC truck fleet.
3.4 Advanced logistical concepts
In recent years, cement dispatch has become a cost driver for producers. Approximately 20-30% of the cost of cement can be attributed to the cost of distribution, which begins at the gate of a cement facility. The more strategically these dispatch facilities (Figure 9) are located, i.e. close to urban centres and major areas of construction, the better is the market access. In mature markets it is mainly the regional markets that are served by bulk cement, while as a result of the market segmentation into customers and their product needs, in emerging markets bulk cement is primarily supplied to urban centres and RMC producers. But the hinterland is still served with bagged cement via dealers and retailers. When the number of dispatch facilities operated by the major players in the industry is reviewed, it becomes clear that in developed markets the number of distribution terminals is larger than in emerging markets, where warehouses for bagged cement dominate.
High dispatch flexibility has become a major issue for cement producers in the last few years. The challenge for the cement companies is to allow a 24/7 cement supply (Figure 10), if not restricted by local authorities, and to keep cement loading times as short as possible to minimise the waiting times for cement trucks. Automation systems are used for optimising logistics processes, comprising the storage of different cement types, bulk and bag loading, distribution and transportation. There are a number of suppliers on the market [8]. Haver & Boecker for example, one of the major suppliers of packers and palletizers, developed the CEDISS control system, which organises cement dispatch from multiple loading lanes and guides the trucks to the appropriate loading station. Beside systems for bagged cement, several such units are also in operation for the loading of bulk cement from storage silos supplied by subsidiary IBAU Hamburg. The automation can be run completely paperless by using card reading systems.
Cement producers such as Cemex, Heidelberg Materials, Holcim and others even go one step further. In an ongoing process, cement and RMC trucks are equipped with GPS-systems to allow an active tracking of trucks going to construction sites, with an optimisation of the truck loads as well as a real-time logistics monitoring. For this approach, digital tools such as mobile apps are used and invoices, delivery specifications and test reports are available in one place with an onsite web app. With such an app, material waste and truck diversions can be significantly reduced in the RMC sector and customers can achieve added value. Another fact is that in the years ahead the use of electrically-driven trucks will accelerate (Figure 11). One example is California in the USA. The state is setting strict limits to eliminate carbon dioxide emissions from transportation, a sector of the American economy that generates probably the most greenhouse gases. By 2035 at least half of all the new trucks sold will have to be electric.
3.5 Intelligent plant monitoring
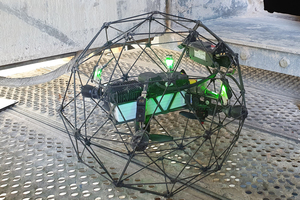
With the opening of the state-of-the-art Maya cement plant (Figure 12) in Metaplan/El Salvador, Holcim has been inaugurating a new remote plant control system. This system allows Holcim to operate the kiln and grinding mills remotely from its El Ronco cement plant. The solution allows monitoring of the processes of both cement operations from a single control room. Furthermore, automated surveillance systems and drones are able to conduct machinery and kiln inspections, which has reduced onsite field work. In the next level, the chemical composition of the raw materials being processed can also be monitored by using a mobile app. Heidelberg Materials have reported that they will use drones (Figure 13) even for inspections inside the kiln [9], where temperatures are extreme and where it is very challenging and dangerous for humans to go inside a cement kiln shortly after a kiln stop. Accordingly, drones are helping to make inspections better and more efficient.
A prerequisite for intelligent plant monitoring via a remote control centre is that all the necessary data from the cement plant can be collected and processed. For such an application tkIS has released the LAI-system (Local Analyse Interface) to the market. The LAI provides versatile data collection and data aggregation from various sources with a special industrial edge device (Figure 14). The system is safe and reliable and allows encrypted data storage (on a premise server and/or cloud platform) to protect data transmission and communication. Online dashboards can be used for interactive real-time insights combined with historical and actual plant performance parameters. Cement companies can use this solution in two different ways. Either to install their own remote control centres, or to use polysius Connect, where the cement plant is linked to the remote expert network of tkIS, which is at least recommended for smaller cement producers with a limited knowledge in plant monitoring.
4 Outlook
In the few years since the implementation of Cement 4.0, much has already been achieved. And from our point of view, this is only the beginning. Many more innovations are expected to be implemented. We think that in the near future many more operations will be remotely monitored. Whether this can be called the cement plant of the future is not clear, because there are so many other issues that need to be solved. A big challenge is the transition of the cement industry to reduce the carbon footprint and to go “Green”. Another challenge is the availability of raw materials, alternative fuels and clinker substitutes.