Calcined clay color control and material performance enhancement with inorganic modifiers
 FCT Combustion
FCT Combustion
 FCT Combustion
FCT Combustion
 FCT Combustion
FCT Combustion
 FCT Combustion
FCT Combustion
 FCT Combustion
FCT Combustion
 FCT Combustion
FCT Combustion
 FCT Combustion
FCT Combustion
Introduction
The use of calcined clay in cement production has been around for decades, but the method has been attracting increased attention in recent years due to the associated environmental benefits. A key contributing factor to the delay in widespread commercial uptake has been the pursuit of an adequate color control strategy to minimize the reddish hue that can be present in calcined clays, to instead retain the traditional ‘cement grey’ coloring.
Traditional methods of color control such as oxygen depletion and quenching have limitations in terms of energy consumption and emissions, and are not always effective. Co-feeding fuels has proved to increase both volatile organic emissions and heat consumption. However, employing co-calcined Inorganic Modifiers (IM) in rotary kilns offers a potent strategy to not only improve color but also optimize material performance.
Methodology
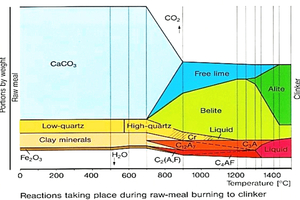
In the Portland cement clinker formation process, it is well known that during material heat-up at around 700 °C during the decarbonation of limestone, Fe and Al tend to react preferably, forming Fe-Ca and complex ternary Fe-Ca-Al compounds, while Fe oxide is consumed. In other words, ‘clayey’ minerals are converted into C12A7, for instance, and in the presence of Fe, C2(A,F) to C4AF start to form.
Studies have confirmed the high combinability between Ca and Fe, inferred by the decrease in Gibbs free energy during the conversion.
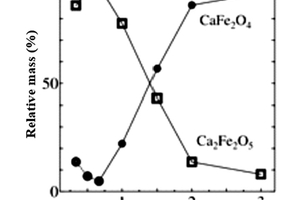
The reaction between CaO and Fe2O3 form calcium ferrites, such as Ca2Fe2O5 and CaFe2O4.
2CaO + Fe2O3 –> Ca2Fe2O5⇥(1)
CaO + Fe2O3 –> CaFe2O4⇥(2)
The proportion between these two formed species depends on the Fe/Ca ratio as shown in Figure 2.
During industrial and pilot plant trials, FCT Combustion has proven that the hematite (responsible for the red color of clays) initially present in the raw clay disappears from the calcined product, as a result of the combination of Fe and other species.
For these reactions to occur, an incipient liquid phase must be in place. Running on inorganic modifiers leads to the operation of the rotary calciner at higher than usual temperatures.
At this point, one of the main concerns while calcining clays arises: overshooting calcination temperature may lead to the formation of mullites, less reactive than amorphous calcined clays.In fact, crystallization (or mullitization) does occur, but this potential loss of reactivity is proven to be offset by the presence of calcium ferrites, which develop interesting hydraulic properties.
Additionally, the co-calcined clay has lower specific surface, meaning that the resulting concrete will have a reduced water demand, positively affecting its strength development.
Industrial and pilot plant results
Trials have been carried out both in FCT’s pilot plant and at the industrial operations of clients. FCT undergoes an assessment of our clients’ deposits including a thorough chemical, physical and mineralogical analysis of the clay and potential calcium source, as well as the modification needed to add inorganic modifiers. In general, the implementation requires minimal to no modification in the industrial plant.
Some actual results of the utilization of inorganic modifiers in the composition of the feed material are shown in Figures 3, 4 and 5.
There are different techniques to measure the color of calcined clays.
The simplest is based on the Fe2O3 content of the sample. The higher the iron oxide content, the more reddish would the resulting clay and cement become. In the other hand, it is anticipated that those clays with less than 5% Fe2O3 should not demand color control.
A more accurate method, the CIE 1976 L* a* b* space system is used in colorimetry. L* represents the lightness or brightness, ranging from black to white. The a* axis represents the chromaticity coordinate along the red-green, while the b* represents the chromaticity coordinate along the yellow-blue axis. Measuring color in three axes, with special emphasis to the a* axis, and determining Sab, a computation of the three axes’ results, are parameters commonly used as reference. Sab result should preferably be lower than 30, while a* should be lower than 5 to guarantee minimum red shift.
Adequate color results from FCT’s experience blending clay with 8% Fe2O3 with reference cement is shown in Table 1. Calcined clay is also shown, for comparison:
It is worth mentioning that reference cement blended with 25% calcined clay yielded a Strength Activity Index of 125%.
Additionally, as some sintering occurs during the co-calcination with inorganic modifiers, the product becomes coarser, which improves heat recovery from the industrial cooler system.
CO2 emissions and color control
The cement industry has a very important role in reducing CO2 emissions. Calcination of clays, partially displacing clinker in cement formulation, is known as one of the main initiatives to reduce CO2 footprint.
However, the challenge lies in obtaining clays that do not color red the compound cement. Currently, the methods to control color are based on either co-feeding fuels or water/oil injection in the kiln discharge. Both methods will lead to higher emissions. It is safe to assume that color control penalizes CO2 emissions.
Fuel Co-feeding experiments showed an increase in VOC emissions, and most of the heat supplied by the co-fed fuel is lost. Fighting VOC emissions requires a complex regenerative thermal oxidation which, combined with the loss of heat delivered by the co-fed fuel, implies an increased overall heat consumption.
Spraying water in the kiln discharge to try and freeze the iron in its magnetite form also leads to an increase in heat consumption. Using oil is an option, but most of the applicable fuels may be cost prohibitive.
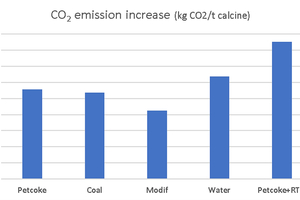
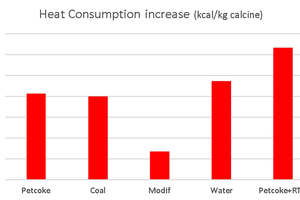
Considering the different color control techniques, scenarios were simulated using a) co-fed petcoke; b) co-fed coal; c) IM, d) water quenching and e) co-fed petcoke with RTO (to fight VOC emissions). The results are depicted in Figures 6 and 7.
IM utilization presents itself as a competitive alternative for color control, with the potentially lowest increase in both heat consumption and CO2 emissions.
Color control in flash calciner
As mentioned above, the IM technique is applicable for rotary kilns. Nevertheless, FCT has developed another strategy for flash calciners, which allows for reduced increase in CO2 emissions and specific heat consumption, compared to the alternatives currently available in the market. This technique is planned to be the subject of another article in the near future.
Conclusion
The integration of inorganic modifiers’ co-calcination techniques represents a paradigm shift in pozzolan production, offering a comprehensive approach to color control and material optimization.
By strategically incorporating inorganic modifiers, the formation of iron-calcium compounds can be precisely controlled, mitigating the reddish hues associated with hematite and by ensuring the desired grey coloration. This meticulous manipulation of compound formation not only contributes to color optimization but also introduces the potential for enhanced final product compressive strength, depending on the mineralogical composition of the clay.
The implementation of this technique in existing or new rotary kiln-based plants requires low to no investment. FCT offers support through all the steps of the way.
Unlike other color control strategies, Inorganic Modifiers technique is a relatively inexpensive method with limited handling involved and can result in additional side benefits including increased strength, depending on the structure and mineralogy of the clay.
Embracing this innovative strategy is essential for driving progress and sustainability in the dynamic landscape of clay calcination, ushering in a new era of excellence in the energy efficiency industry.