Acoustic cleaning


The chips drop as if planed from wood; wherever there is grinding, there‘ll be dust. The processing of mineral materials involves many imponderables, and these must be kept as low as possible during daily operation of cement plants. The high dust burden during the entire process results in depositions in and on individual plant components during cement production. Well known consequences of such fouling include elevated pressure losses, severely reduced heat transfer, imbalance on fans, blocked filters, etc., causing loss of productivity or even damage to the plant equipment itself. To counteract these effects, cleaning phases are planned at defined intervals with the aim of restoring the plant‘s original productivity. Costs for cleaning must, in this case, be added to losses of production during the necessary shutdown and the decline in productivity as the degree of fouling increases. Permanently installed acoustic horns, which free the system of fouling during the ongoing process by means of acoustic pressure, can be used to keep the production plant clean at all times.
Conceptual solution
All types of fouling are, of course, very different, and all combustion systems have their own imponderables. The materials used and those processed, in particular, are always good for one or even more surprises! In order to be able to meet as many of these requirements as possible, two different procedures can be used:
There are, on the one hand, purely pneumatically operated horns, which generate sound at, for example, 150 to 160 dB using a diaphragm, and route it via a correspondingly shaped horn into the space to be cleaned. This arrangement usually achieves good results against loose and powdery depositions, it being necessary, however, to keep an eye on boundary conditions, such as temperatures, homogeneity and moisture levels – in this field, it is always recommendable to include the expertise of a specialist supplier in technical planning.
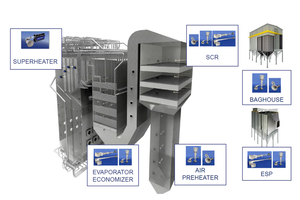
Another alternative is the use of the so-called NCSD© process. In this arrangement, detonation of a small quantity of gas generates a loud report (i.e. a loud “bang”) in the 170 dB range, and thus significantly more acoustic pressure than is attainable by a purely pneumatic horn. This method can eliminate types of fouling which are much more stubborn. The NCSD© process was developed in order to effectively prevent the occurrence of caking and slag depositions in the field of superheaters. Up to now, no method is known for the removal of slag depositions by means of acoustic pressure, but it is possible to effectively counteract their occurrence.
Common to both processes is the fact that they take the form of permanently cleaning systems. In other words, cleaning efficiencies are kept constantly high and it is not necessary to interrupt the cleaning process.
Manner of function
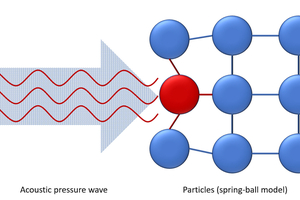
But why does acoustic-pressure cleaning work at all? It is firstly necessary to know that a sound wave is a longitudinal wave – in other words, in an ideal gas, the wave would run in a straight line until it reaches the sound receiver. This means that specific areas can be systematically “attacked” in order to clean them and to position the acoustic horns out of the volumetric flow.
When the sound wave hits the lattice structure of a particle of fouling (shown as a spring-ball model in the graphic), the individual elements are deflected in the direction of the sound wave. As a result of the cross-links existing, so-called transversal forces build up additionally and cause the particle to vibrate, with the consequent result of it detaching from the surface. Thanks to the volumetric flow, it is then again entrained and carried away or, alternatively, drops by gravitation into a bunker.
Noise emissions
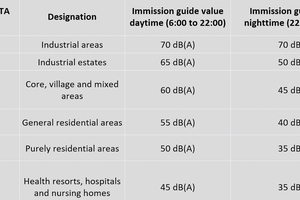
Let‘s be perfectly clear: Anyone cleaning using acoustic pressure cannot expect the hush of the quiet zone of a sauna suite. Such acoustic horns are designed to generate a very good level of noise – and that is exactly what they do. Up to 170 dB is generated on the horn – meaning that adherence to “TA Lärm” (Technical Directive for Prevention of Noise Pollution) must be taken into account.
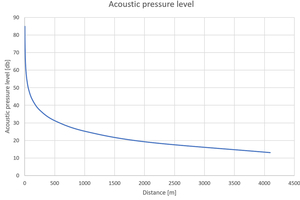
An NCSD horn can be dampened down to 85 dB using appropriate insulation in the boilerhouse. Whether even more noise-dampening provisions are necessary depends on the distance from the neighbourhood, since the noise level drops by 6 dB whenever the distance from the noise source is doubled. This produces a curve which initially drops rapidly and later flattens and disappears. A distance of 500 m, for example, equates therefore to a level of 32 dB. This is true, however, only provided there are no obstructions between the noise source and the sound receiver – this figure is, therefore, the „worst case“. Additional structures and vegetation (e.g. hedges and trees) cause this reading to drop further. The limits which must be adhered to in detail can be derived from Technical Directive for Prevention of Noise Pollution.
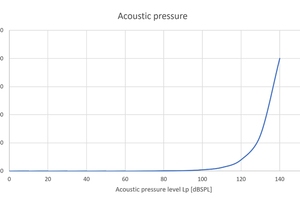
The forces which act at the particular acoustic-pressure level can be found in Figure 5. Pneumatic horns of approx. 150 dB generate an acoustic pressure of around 250 Pa, whereas an NCSD horn reaches, at 170 dB, a highly respectable 400 Pa.
A note for a possible discussion: The terms “sound intensity level” and “sound pressure level” are often referred to simply as “noise level”. A major complication is the fact that both variables are quadratically dependent on each other. Misunderstandings can quickly occur if limits for one variable are applied to the other; such misunderstandings can be avoided by means of clear understanding and definition of the terms involved.
Control
An automatic control system is necessary for permanent cleaning. Such a control system can generally be fairly easily integrated into an existing overall plant control arrangement, signifying that operation can be monitored and regulated from the central control panel. A stand-alone solution can also be implemented, for the purpose of test cleaning on a pilot installation.
Materials
The ambient conditions in the waste-gas flues of a power-generating plant are anything but materials-friendly. Extreme temperatures of up to 1500 °C, high-velocity volumetric flows coupled with a high percentage of particulates constitute a genuine challenge to the materials used. And as if all this was not challenging enough, acids, which can also be created by a combustion process, for example, also attack the plant equipment components. To avoid damage, the horns are positioned in such a way that they are not exposed directly to the flow of particles.
The use of highly corrosion-resistant stainless-steel alloys, such as SS2343 and AISI316, and also austenitic stainless-steel alloys and G-X15CrNiSi2520, a cast-steel alloy, assures the necessary safety for material survival in the demands of everyday life in a boiler flue.
Applications
Acoustic cleaning systems can in principle be used wherever loose and / or powdery depositions occur. Common plant components in the steel industry include:
Bags and filters
Electrostatic precipitators
Fans
Cooling towers
This list makes no claim to completeness. There are, again and again, factors which complicate the use of acoustic-pressure cleaning. These result from the interaction of the individual local parameters: Moisture content, particle size, homogeneity, temperatures – to name but a few. It is therefore always recommendable to obtain the advice of a specialist company early in the project planning.
The use of an NCSD horn can help in counteracting the occurrence of encrustations, in the case of particularly stubborn fouling, such as caking, for example. Successes have been achieved, for instance, with an installation in a cooling tower.
Summary
Acoustic cleaning with automated control makes possible continuous cleaning during the ongoing process. Interruptions to production are thus eliminated, and the plant’s overall efficiency is increased. Permanent cleaning keeps even poorly accessible points clean and reduces emissions.
Because this is a dry and abrasion-free process, there is no damage from corrosion or erosion to be feared during the cleaning process. An economic analysis balances investment costs against the potential savings resulting from enhanced productivity, higher plant efficiency and the elimination of cleaning effort and cost. In many cases, investment can be justified by an amortisation period of less than two years.