Vibrating subfloor prevents buildup in conveyor discharge chutes



Martin Engineering offers an innovative solution that prevents carryback released by secondary conveyor belt cleaners from sticking to the rear slope of the discharge chute. If left to build up, material can encapsulate secondary cleaners and deposit harmful carryback onto the return side of the belt, fouling idlers and pulleys. The Martin Vibrating Dribble Chute uses material disruption to cause tacky sludge and fines to fall from the chute wall and back into the main discharge flow. By addressing these issues, operators can experience a reduction in maintenance hours, equipment replacement and downtime, lowering the overall cost of operation (Fig. 1).
Prompted by customer requests, Martin engineers observed that the majority of the buildup released by secondary cleaners collected at the rear of the chute mouth, where a sloped surface can trap carryback.
Comprised of three parts, a low-friction polyurethane dribble sheet, a steel mounting bracket and a powerful vibrator, the combination of mechanical disruption and the slick surface prevents material from adhering and feeds it back into the main discharge flow (Fig. 2). When the unit is mounted into the existing chute-work, it often extends the rear configuration closer to the belt, increasing the amount of material captured and further reducing spillage.
Sum of its parts
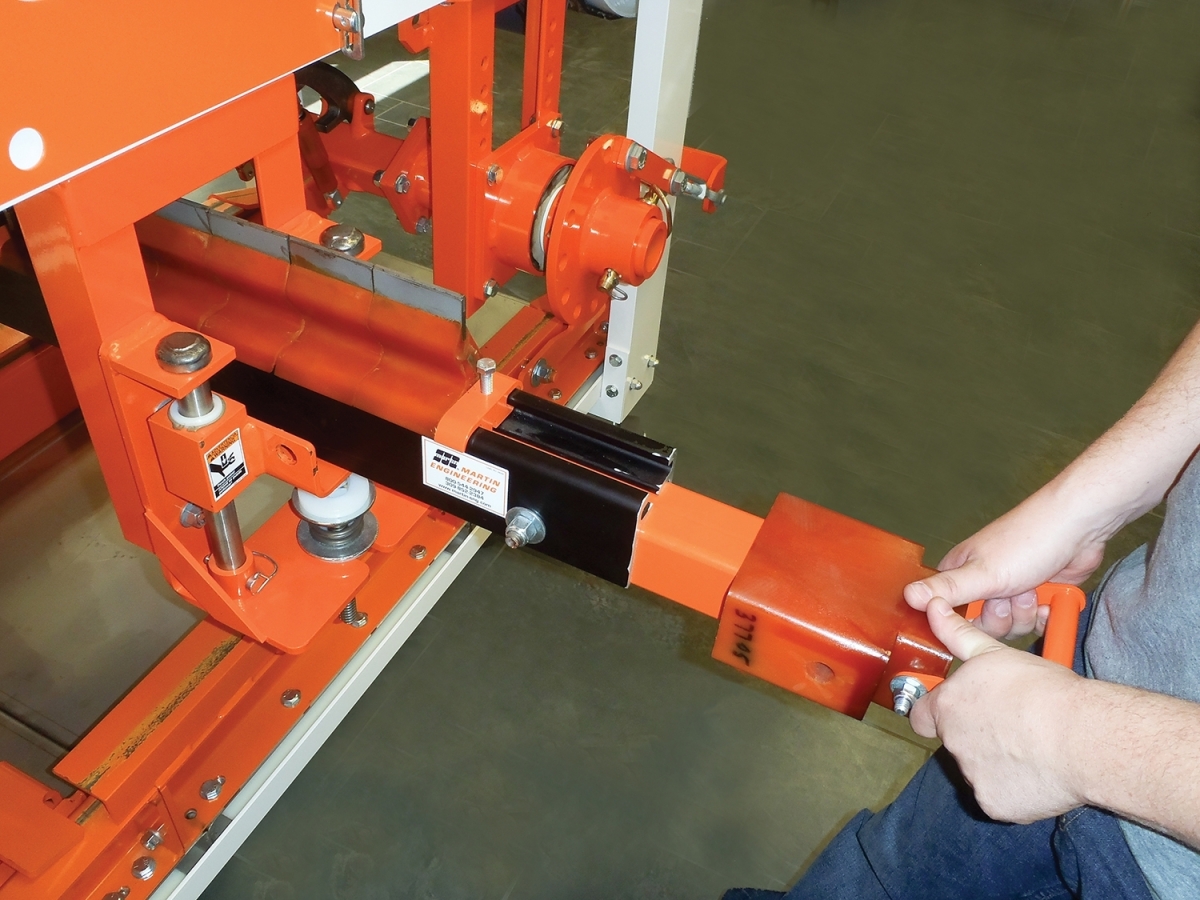
To install the dribble chute, a slot is first created in the rear sloped wall to accommodate the steel hook bracket that secures the entire unit to the chute. Lined with thick soft rubber on the inside arch to protect the chute from structural abrasion caused by constant vibration, the J-shaped bracket holds the dribble sheet secure with four bolts. Able to be field-modified to fit the width and length of any chute with the necessary belt clearance, a thick and rigid sheet of abrasion-resistant ultra-high molecular weight (UHMW) polyethylene is installed in an elevated position parallel to the chute floor, so the sheet is free to vibrate (Fig. 3).
Bolted to the other side of the bracket, outside of the chute, is a unit from the extensive family of Martin Electric Vibrators, chosen by operators based on the needs of the application. Rated for continuous duty even when set at a maximum force output level, the units are housed in a totally enclosed, non-ventilated (TENV) case to keep internal components protected from abrasive dust. The electric rotary motor can be as large as 230-460 volt, 3 phase, 50/60 Hz and runs as fast as 3450 RPM at a centrifugal force output of up to 16500 pounds (7484 kg). Internal class H windings are triple dipped, shock resistant and able to operate under sustained internal temperatures as high as 356° F (180° C).
Economical solutions and increased safety
Bulk materials from coal to cement have unique adherent qualities that can cause them to stick to any surface. If left to collect and migrate along the return side of the belt, a bulk material will foul idler bearings and pulley surfaces throughout the whole system, which could cause issues such as mistracking, belt slip and accelerated belt wear. To clear these buildups, workers often need to reach in or – in some cases – enter the chute. This could pose a hazard and may also require a confined space entry permit. A vibrating dribble chute helps eliminate the need for these risky maintenance procedures.
//www.martin-eng.com" target="_blank" >www.martin-eng.com:www.martin-eng.com