Precast chemico-activated concrete units: from mixture to application
Chemico-activated concrete is formulated by using chemico-activated cementitious materials, instead of Portland cement, together with fine aggregates, coarse aggregates, and admixtures if necessary. The main components of the chemico-activated cementitious materials consist of active aluminosilicate industrial by-products, such as slag and fly ash. When combined with an activating agent, these materials undergo chemical activation, resulting in a binder matrix, commonly referred to as geopolymer in the literature and maybe other names for different commercial purposes today. Chemico-activated concrete, which primarily uses sodium hydroxide or water glass, has higher price than conventionally used Portland cement concrete of equivalent strength grades due to the high cost of alkaline compounds. Furthermore, during the engineering design phase, the materials selected for construction must adhere to corresponding standards or specifications; however, the existing standards applicable to chemico-activated concrete in China remain inadequate. For example, there has been a national standard Alkali-activated slag-fly ash concrete for anticorrosive cement products (GB/T 29423-2012), however, there are only provincial or city standards that adopt chemico-activated concrete into structural design. These obstacles are setting barriers to their widespread application.
Although China has a significant number of universities, research institutions, and companies involved in chemico-activated concrete, real-world application of this material as a primary structural component in construction is extremely limited so far. A few demonstration projects have been reported. When it comes to the application as a structural material, the advancement and application volume of chemico-activated concrete in China is notably behind some other countries, such as Australia.
Established in 1965, China Construction Fifth Engineering Bureau (CCFEB) focuses on various domains including housing construction, infrastructure development, investment and real estate, planning and design, as well as urban operations. The organization has developed into a comprehensive modern investment and construction group. Beginning in 2020, CCFEB has undertaken substantial preliminary efforts to advance the engineering application of chemico-activated concrete. This work encompasses material performance research, optimization of production processes, and the development of practical application scenarios. Recently, CCFEB in collaboration with Tongji University research team have chosen two environmental precast concrete projects located in Shanghai and Beihai to serve as demonstration sites for the use of chemico-activated concrete as a structural material.
The initial demonstration project was executed in July 2023 at an apartment building on Changxing Island in Shanghai. In this project, chemico-activated concrete was utilized to create prefabricated ribbed wall panels, designated with a strength grade of C30. The building was designed to be a six-story modular structure, encompassing an area of 1255.6 m2 per floor and featuring a total of 44 exterior wall panels in 16 different positions. The wall panels reached a maximum height of 3675 mm and a maximum width of 2850 mm, with a consistent thickness of 200 mm. The section of the panel made from chemico-activated concrete had a minimum thickness of 100 mm. To reduce weight and enhance thermal insulation, a 100 mm thick autoclaved lightweight concrete (ALC) panel was integrated with each wall panel. Additionally, embedded reinforcement bars improved the flexural performance of the panels, while pre-installed lifting devices streamlined subsequent transport and installation processes. The volume of each wall panel made from chemico-activated concrete was from a maximum of 1.21 m³ to a minimum of 0.16 m³, culminating in an approximate total volume of 100 m³ for all panels.
The second demonstration project commenced in September 2025 for a cross-sea tunnel in Beihai City, Guangxi Province, with an overall length of 5 km. This project utilized chemico-activated concrete to fabricate precast tunnel boxes, requiring concrete C45 and a permeability class of P6. The precast boxes were designed in a semi-circular shape, measuring 5731 mm long, 1600 mm high, and 1598 mm wide, with a wall thickness of 200 mm. Each individual box used 4.2 m³ of concrete, positioning it as the largest single-volume chemico-activated concrete precast unit produced today in China. In total, 100 tunnel boxes were manufactured, utilizing a total volume of 420 m³.
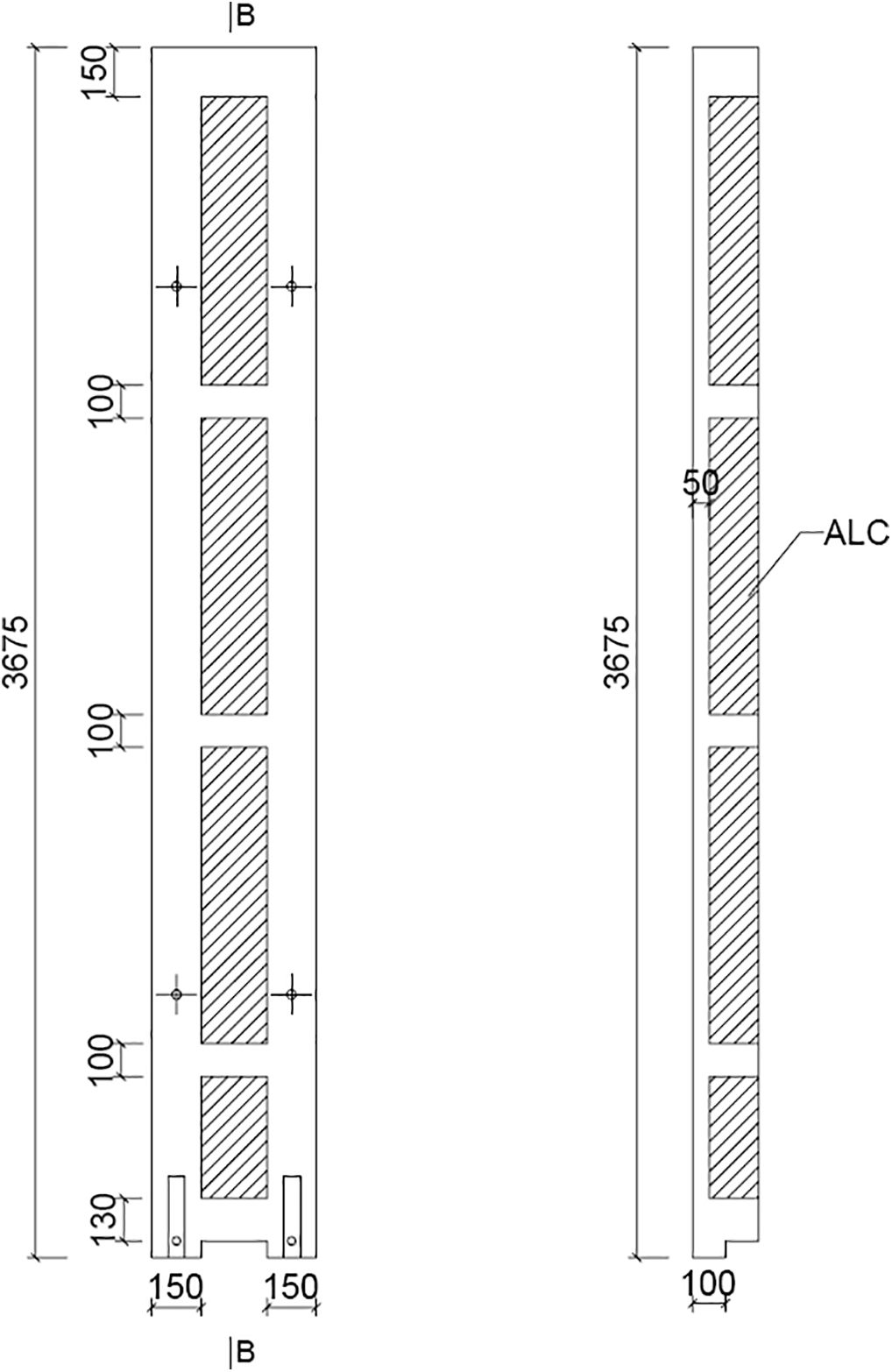
Fig. 1 The design of ribbed wall panels. The size numbers shown are in unit of mm. ALC means autoclaved lightweight concrete
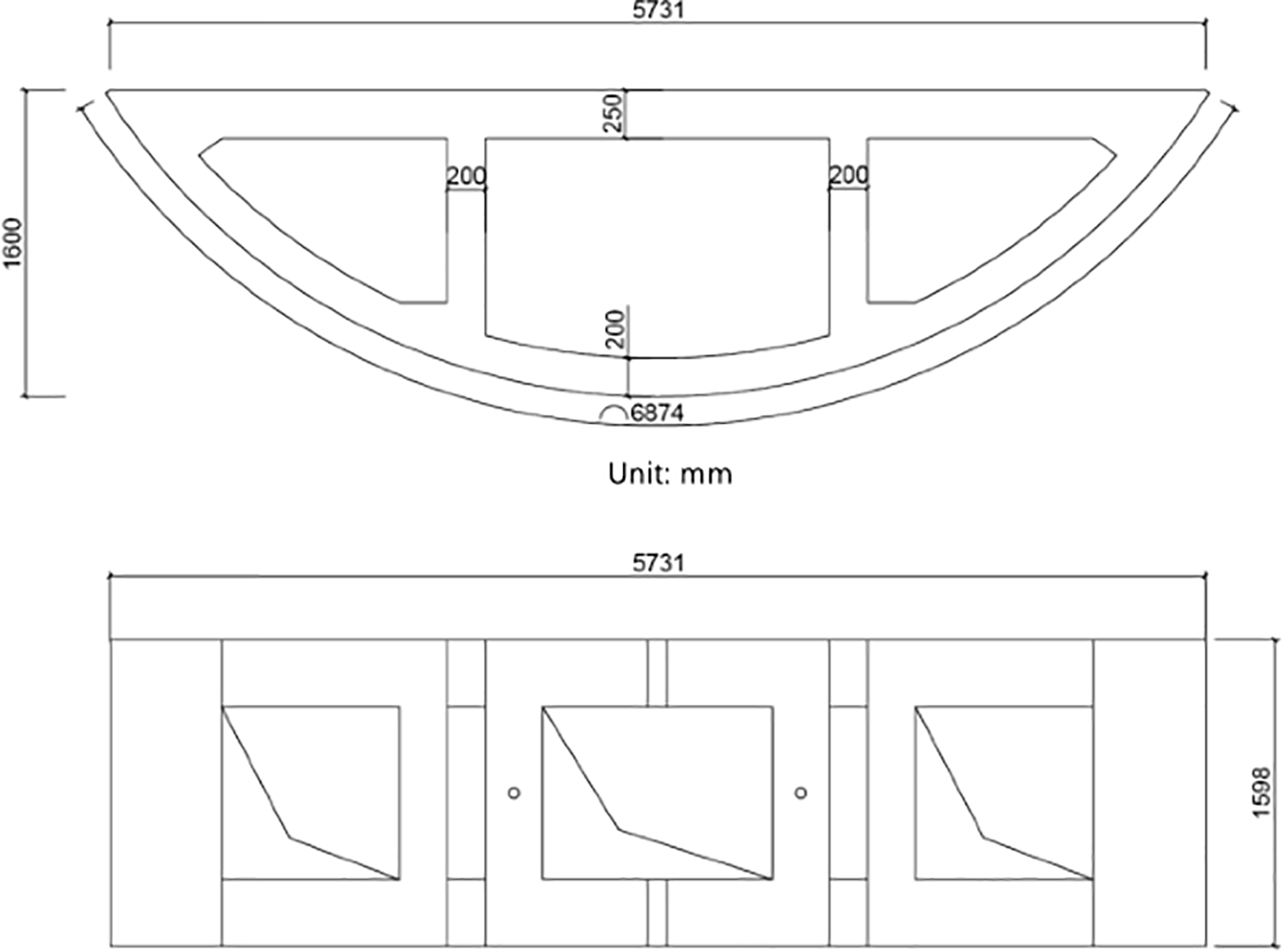
Fig. 2 The design of the tunnel precast segments (boxes). The size numbers shown are in unit of mm
The chemico-activated concrete employed in the two projects predominantly consists of slag and fly ash as the primary reactive precursors, mixed with a sulfate compound activator. Moreover, a minor quantity of bauxite residue is incorporated into the chemical activator for the ribbed wall panels. Based on systematic experimental research, the final mix proportion for the precast unit production is listed in Table 1, while the performance specifications of the chemico-activated concrete are presented in Table 2. Field engineers and factory personnel from CCFEB worked collaboratively to accomplish the production of these precast components, ensuring that the original production equipment and workflow remained unchanged throughout the manufacturing process. Figures 3 and 4 show the good workability of the two mixes for the ribbed wall panels and tunnel box casting, respectively. The difference in color of the concrete mixes was primarily due to a portion of bauxite residue being used in the chemico-activated concrete for the precast ribbed wall panels.



Fig. 3 The concrete transfer from mixing to pouring for the precast ribbed wall panels

Fig. 4 The concrete transfer from mixing to pouring concrete for the precast tunnel segments
Following demolding (Figure 5), precast units should be relocated to the curing area to enhance mold turnover efficiency. Consequently, it is imperative for chemico-activated concrete precast units to exhibit high early strength. The early strength development of chemico-activated concrete utilizing sulfate compound activators is relatively slow, which poses challenges in meeting the mold turnover speed stipulated by the initial process. In our mix design for the precast units, we increased the dosage of chemical activation cementitious materials to enhance the initial demould strength. Remarkably, the ribbed wall panels achieved a strength of 14.2 MPa after 16 h, comparable to that of Portland cement concrete, thereby maintaining the production efficiency. However, given that a single section of the precast tunnel box exceeds 10 t, the early strength requirement is heightened, necessitating a target strength of 25 MPa to prevent cracking during transportation. For the production of chemico-activated concrete precast box, a curing period of 42 h at room temperature is essential to meet the demould requirements. Although the enhancement of early strength led to an increased usage of chemical activation materials, the cost per section of the chemico-activated concrete precast tunnel box was still reduced, by 9.18%, compared to the originally designed Portland cement concrete.

Fig. 5 Precast tunnel unit demolding
Following demolding, the precast units were promptly moved to outdoor curing and storage (Figures 6 and 7). In the initial 7 days of curing, the units are sprayed every four hours during daylight hours to meet the hydration needs of the cementitious materials. After 7 days, the units were allowed to age at the ambient conditions. In the trial mixes, slight carbonation (powdering) was observed on the surfaces of the ribbed wall panels post-demolding, potentially linked to the inclusion of bauxite residue in the cementitious materials. However, through the optimization of the raw material mix, no such surface carbonation or powdering occurred during the production of the precast units. Nonetheless, minimal surface cracking was observed on the precast tunnel units. The number and length of the cracks were related to the time of demolding; earlier demolding resulted in greater numbers and lengths of cracks. When the demolding time was extended to 40 h, there were no surface cracks observed.

Fig. 6 Outdoor ageing of precast ribbed wall panels

Fig. 7 Precast tunnel units waiting for construction
4 Application of precast units
When the precast components achieved the specified design strength, they were transported to the construction site. The installation procedure for chemico-activated concrete precast units followed the same methodology as that of traditional precast units. Once all ribbed wall panels were installed, a layer of mortar followed by wall paint was applied in succession to the surfaces of the panels, finalizing the interior and exterior decorations of the apartment building. In contrast, the precast tunnel boxes were the supportive structures for drainage pipelines, which remained undecorated on the surface (Figure 8).

Fig. 8 Installed tunnel units
5 Summary and future directions
CCFEB has effectively utilized its integrated industry chain to produce and apply precast components of chemico-activated concrete across two distinct strength levels and utilization scenarios. In the two projects, CCFEB used around 520 m3 of chemico-activated concrete, confirming that the existing concrete component factories are equipped with necessary equipment, operational procedures, and skilled labor to meet the production demands of precast chemically activated concrete. The simple substitution of binding materials allows for large-scale production of chemico-activated concrete components, which can significantly lower production costs and facilitate the widespread adoption of this innovative material. Nonetheless, challenges have emerged with the low alkali sulfate compound activators, resulting in a slower early strength development. This limitation has, to some extent, reduced the production efficiency of units designed for high early strength. Addressing this challenge will be crucial in future research endeavors. Using more activators, such as a higher dose of alkali hydroxide or alkali silicate solution, is helpful but not recommended because of the cost. One possible solution is proposed for future research: grinding precursors into finer particles and optimizing size distribution between various components, which accelerates the early hydration.
The transition from traditional Portland cement concrete to chemico-activated concrete is further justified by the fact that the reactive aluminosilicate raw materials and activators are sourced from industrial by-products. This results in reduced carbon emissions from concrete manufacturing. The widespread adoption of this material is a promising strategy for lowering carbon emissions associated with construction sector.