Mechanically triggered core-shell materials for sprayed mortar: design, preparation, and performance
In the construction material system, jet mortar has become a key technical material for tunnel support, structural repair, waterproofing, anti-cracking, and other complex projects by virtue of its significant advantages of efficient construction, rapid moulding, and energy-saving and environmental protection [1–3]. It shows irreplaceable application value in enhancing the bearing capacity of existing structures, improving seismic performance, and repairing surface defects [4, 5]. However, the material still faces core performance bottlenecks such as insufficient bond strength, poor long-term durability, and limited crack resistance in practical applications [6–8]. To cope with the increasingly demanding engineering environment and performance requirements, there is an urgent need to break through the existing limitations through the optimisation of material components [9].
One of the core challenges faced by current sprayed mortars is the low bond strength between the slurry and the substrate, leading to slurry rebound. Rebounding slurries rapidly harden and fail, resulting in wasted raw materials, increased construction costs, generation of non-recyclable construction waste, and endangering the safety of site operators [10]. To enhance bonding, polymer tackifiers are commonly used as admixtures [11, 12]. However, there are significant drawbacks in the traditional addition method (i.e., direct mixing at the mixing stage): on the one hand, the molecules of viscosity builders are prone to competitive adsorption with water-reducing agents (PCE) on the surface of cement particles, which interferes with the action of water-reducing agents and deteriorates the workability of the mortar [13, 14]; on the other hand, the highly viscous substances dissolved in advance increase the risk of pipe blockage during the spraying process [15]. These two defects make it difficult for traditional viscosity enhancers to strike a balance between efficient construction and excellent performance [16]. Therefore, the problem of the high rebound rate of sprayed mortar has long been restricting its economy and engineering reliability [17]. To break through this dilemma, there is an urgent need to develop new additives with intelligent response properties, which can precisely release the tackifying components under mechanical stimuli such as jet impact and collaboratively build a cross-scale reinforcement network, thus significantly reducing the rebound rate [18].
Hydroxypropyl methyl cellulose (HPMC), as an important class of water-soluble cellulose ethers, has been widely used as a viscosity builder and water-retaining agent for cementitious materials due to its excellent water retention, thickening, and film-forming properties [14, 19, 20]. Its mechanism of action mainly lies in the fact that HPMC molecules, through physical adsorption on the surface of cement particles and hydration products, significantly increase the viscosity of the slurry and reduce the rate of water secretion, thus improving the bond strength and pumpability of mortar [21, 22]. However, a number of studies have shown that HPMC has a significant regulatory effect on the hydration process of cement, often with a retarding effect, and the adsorption layer of HPMC molecules on the surface of cement particles hinders the diffusion of water into unhydrated minerals as well as the solubilisation and migration of ions (e.g., Ca2+, SO42−), interfering with the nucleation and growth kinetics of hydration products (e.g., C-S-H gels, ettringite) and resulting in a prolonged induction period and delayed hydration exothermic peak [23]. This retarding effect becomes more significant with the increase of HPMC dosage, molecular weight (e.g., HPMC-40,000), or viscosity grade [24]. It is worth noting that at low dosages (usually <0.1%–0.3%), the retarding effect of HPMC is relatively mild, and it even indirectly promotes the development of late strength by improving the homogeneity of the slurry [25]; however, beyond a certain threshold, its excessive inhibition of hydration leads to a significant reduction in early strength and may affect the final strength and microstructural densification [26].
In this study, a mechanically triggered core-shell tackifier (HPMC @ SiO2-TA) was designed and synthesised via high-speed shear coating. Its morphology, encapsulation efficiency, and mechanical triggering behaviour were systematically characterised by SEM (scanning electron microscopy), TGA (thermogravimetric analysis), simulated spraying crushing, and conductivity tests. The influence on sprayed mortar was evaluated through apparent viscosity, rheological properties, setting time, early-age and 28 d compressive strength, 2 h bond strength, and on-site rebound rate. A quantitative relationship between bond strength and rebound rate was further established. Active control strategies for on-demand viscosity enhancement in cementitious materials include pH-responsive, temperature-triggered, and mechanical/shear-induced systems. Among these, mechanically triggered release is particularly suitable for wet-mix shotcrete because activation occurs precisely at the nozzle/substrate impact zone, avoiding premature thickening during pumping. Despite these advances, no existing additive can achieve “zero viscosity increase during transport + instantaneous thickening upon impact”. This critical gap directly causes high rebound, material waste, and safety hazards in sprayed concrete. The core innovation of this study lies application of HPMC-40000 solution encapsulated inside the silica nano shell in the field of shotcrete, which significantly achieves the synergistic effect of reducing the rebound rate and improving mechanical properties. The above findings not only help to reveal the triggering mechanism of the core-shell tackifier in the spraying process but also provide an important theoretical basis and design guidance for the design and development of new low-rebound-rate shotcrete materials.
Hypromellose (HPMC, 40000 mPa·s) was supplied by Anhui Zesheng Technology Co., Ltd. (Anqing, China). Fumed nano silica (d = 20 nm) was purchased from Suzhou Beesley New Material Co., Ltd. (Suzhou, China). L-40 type accelerator was produced by Zhongyan Technology Company (Beijing, China), it is an alkali-free accelerator with a pH of 2.3. Its main components are aluminum sulfate (Al2(SO4)3) and triethanolamine (TEOA). Reference cement P⋅I⋅42.5 was provided by China Building Materials Research Institute (Beijing, China), and its chemical and mineral composition were shown in Table 1. ISO standard sand was supplied by Xiamen ISO Standard Sand Co., Ltd. (Xiamen, China).

2.2 Synthesis of core shell-HPMC-TA
Firstly, 1% HPMC-40000 solution was prepared as the core material. Then, 40 g of this solution was placed in a 200 mL beaker, followed by the addition of 4 g of fumed nano-silica (Nano-SiO2) powder. The mixture was loaded onto an OS40-Pro digital display electric mixer. The shear rate was set to 1500 rpm/min, and the mixture was subjected to high-speed shearing and dispersion using the four-blade impeller. Under this action, Nano-SiO2 was gradually coated with the thickener solution. After 10 min, shearing was terminated, yielding a white core-shell structured material. During high-speed shearing, the hydrophilic HPMC solution wets and bridges the nano-SiO2 particles. Driven by shear-induced collision and aggregation, a continuous HPMC liquid film wraps around the agglomerated nano-SiO2, forming nearly spherical core–shell particles. The preparation mechanism is illustrated in Figure 1.
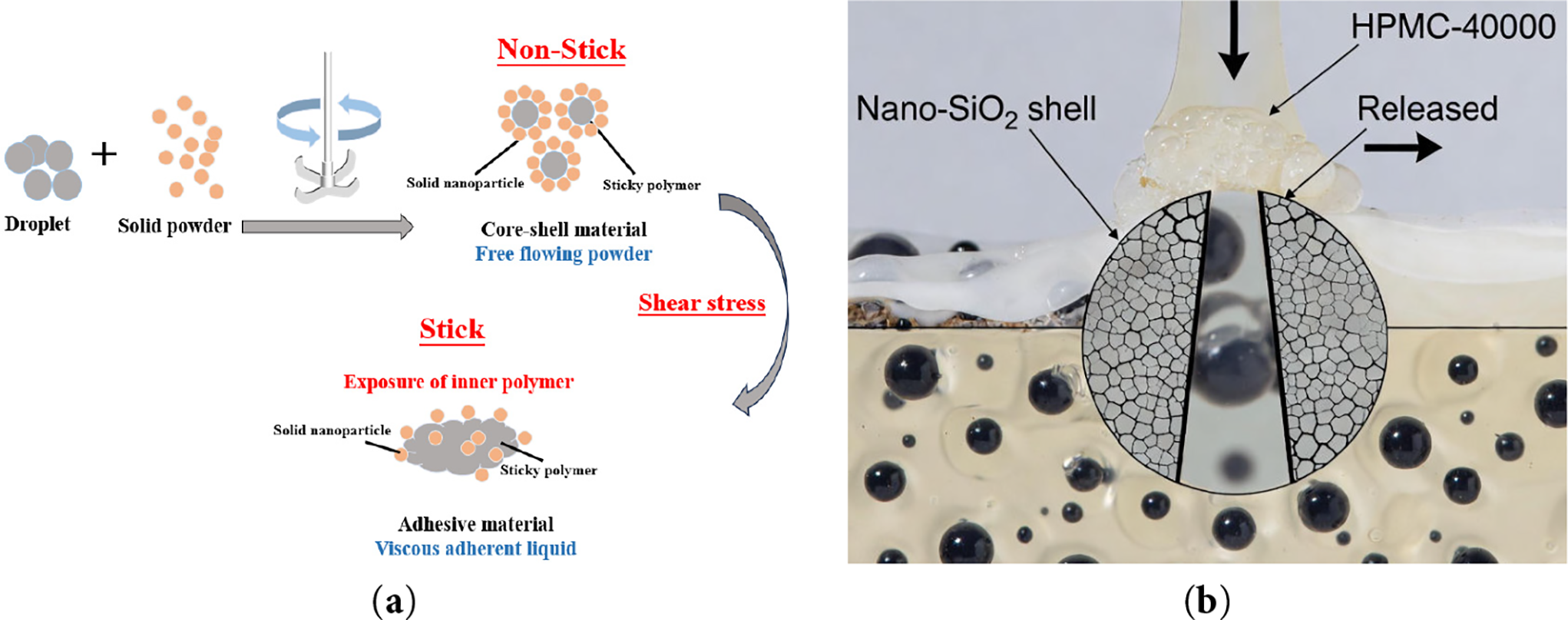
Fig. 1 Schematic Diagram of the Synthesis (a) and Spray-Drying of Core-Shell (b) Thickeners
2.3 Mix proportion/mix designs
In this experiment the self-designed simulated spraying equipment in our laboratory was used to simulate the spraying and crushing test of the core-shell viscosity enhancer under actual construction conditions (see Figure 2). The crushed HPMC @ SiO2-TA was collected and mixed into cementitious materials to investigate the effects of its dosage on the apparent viscosity, setting time, and mechanical properties of cementitious materials. The on-site mortar spraying equipment and spraying test process are shown in Figure 3, mainly including a mortar screw pump, a “three-in-one-out” spray gun, an air compressor, and a quick-setting agent diaphragm pump. First, debug the flow rates of the screw pump and the quick-setting agent diaphragm pump; mix the mortar in accordance with the on-site test ratio using a hand-held drilling rig; put the mixed mortar into the hopper of the screw pump; and properly install the delivery pipe and spray gun for the spraying experiment.
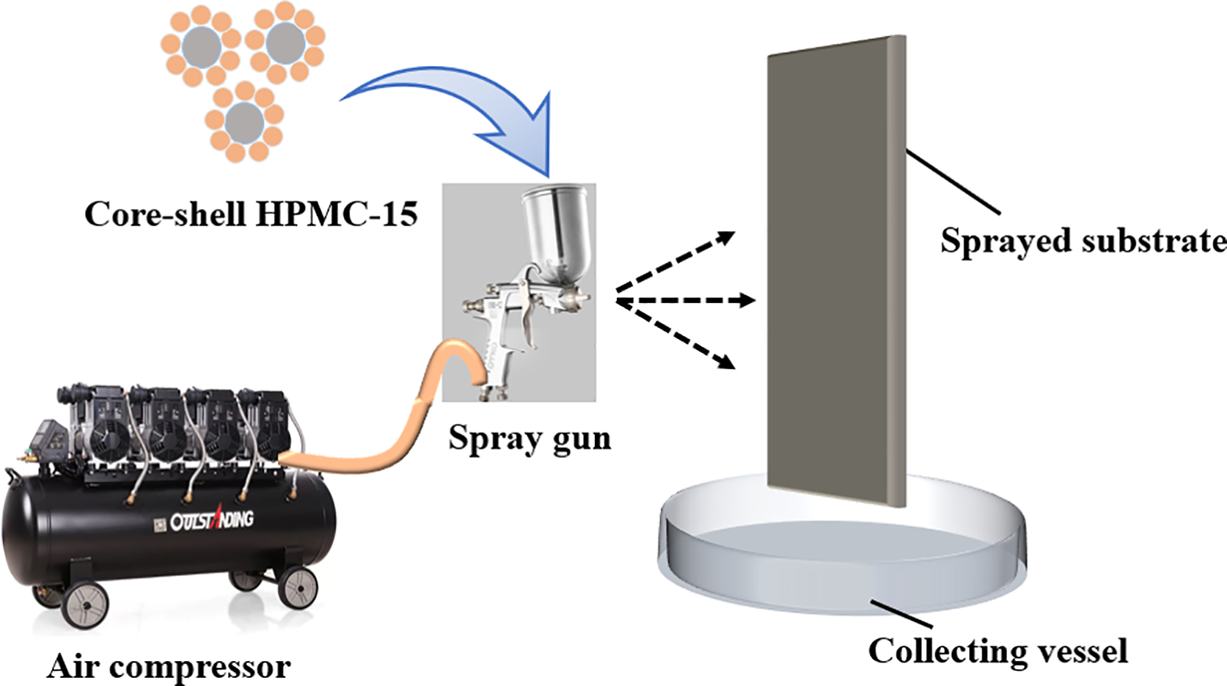
Fig. 2 Diagram of sample fragmentation
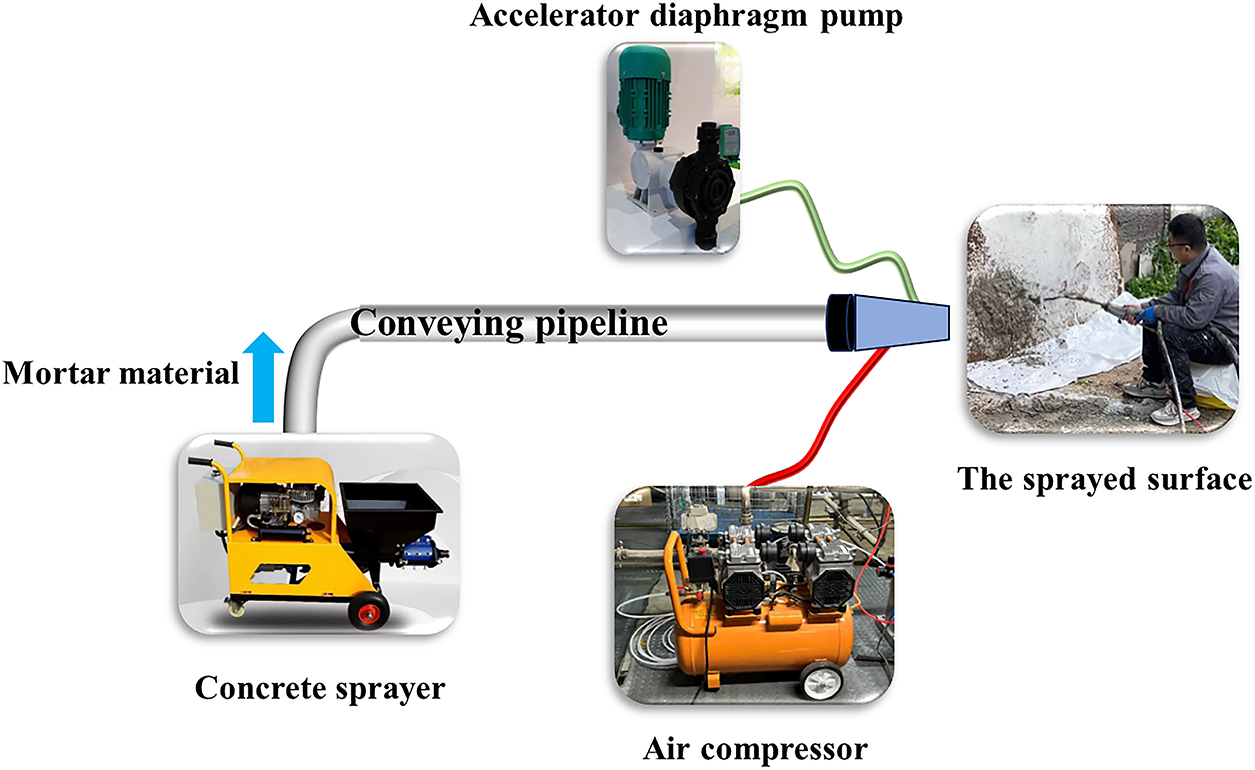
Fig. 3 The process of sprayed mortar and the involved equipment
This test is based on the method for determining the apparent viscosity of cement paste specified in GB/T 43876-2024 Cement Paste Viscosity Determination Method. The water-cement ratio (W/C) is 0.5, and the dosages of the HPMC @ SiO2-TA admixture (calculated as the solid content of the core solution in the core-shell material) are 0%, 0.01%, 0.03%, 0.05%, and 0.07% of the cement mass, respectively. After mixing, the slurry was rested for 5 min to minimize the influence of initial mixing turbulence, and then the apparent viscosity was measured. The slurry sample was placed in a beaker, and the apparent viscosity of the slurry sample was measured by RST-SST Rheometer (BROOKFIELD, Middleboro, MA, USA) with an accuracy of 1 mPa·s. This time interval allows the paste to reach a quasi-steady rheological state while remaining representative of the early spraying stage.
This experiment was carried out on freshly mixed cement paste using an RST-SST type rheometer (BROOKFIELD, Middleboro, MA, USA). The water-cement ratio (W/C) was set to 0.5, and the dosages of the core-shell tackifier were 0%, 0.01%, 0.03%, 0.05%, and 0.07% of the cement mass, respectively. The spray-crushed core-shell tackifier was thoroughly mixed with mixing water and then slowly added to the cement. A mixer was used at low speed for 90 s to ensure thorough mixing of the materials. Within 30 s, the slurry was transferred into an SC4-13R type sample cup, a VT40-20 type rotor was attached, and measurements were carried out in accordance with the preset procedure. The test shear rate was set to change in a lift-off cycle containing a total of 22 different shear rate points; specific test shear rates are detailed in Figure 4.
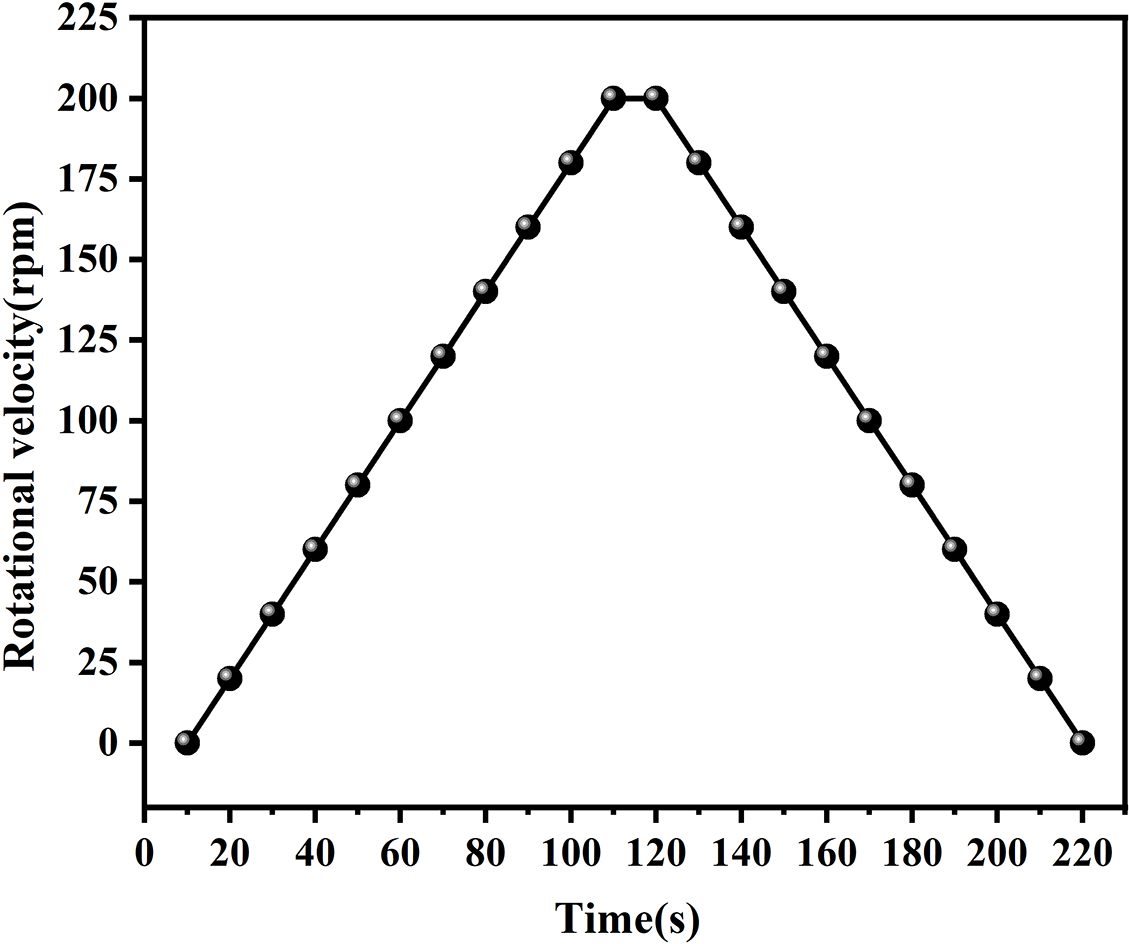
Fig. 4 Rheological test procedure
The modified Bingham model (M-B model) was selected to fit and analyze the rheological data of the cement paste, aiming to investigate the effect of the core-shell viscosity builder dosage on the yield stress and plastic viscosity of the cement paste. The mathematical expression of the M-B model was determined by Equation (1):
where τ is shear stress, Pa, γ is shear rate, s−1, τ0 is yield stress, Pa, ηp is Plastic Viscosity, Pa·s, and c is a constant.
In this experiment, the pH of the L-40 liquid non-alkaline quicklime mixed with the core-shell tackifier before and after jet crushing was determined using a METTLER TOLEDO pH meter (METTLER TOLEDO INSTRUMENTS LIMITED, Greifensee, Switzerland) at room temperature. The test samples were prepared by mixing 40 g of quicklime with 0%, 0.01%, 0.03%, 0.05%, and 0.07% (relative to the cement mass) of the core-shell tackifier, with 6% of the quicklime content.
This experiment is based on the test methods for the setting time of neat mortar and the compressive strength of mortar specified in GB/T 35159-2017 Flash setting admixtures for shotcrete. For this experiment, the water-cement ratio (W/C) was set to 0.35, the dosage of the quick-setting agent was 6% of the cement mass, and the dosages of HPMC @ SiO2-TA were 0%, 0.01%, 0.03%, 0.05%, and 0.07% of the cement mass, respectively.
2.4.5 Performance of sprayed mortar
The mortar bonding strength was determined following the method stipulated in JGJ/T 70-2009 Standard Test Methods for Basic Performance of Building Mortar (with W/C = 0.5) to measure the 2 h and 28 d bonding strength of mortar. The specimens were cured until 1 h before the specified age, and the pull-out head was bonded to the surface of the block to be tested using rapid-curing epoxy resins A and B. The test pieces were stored under standard test conditions until reaching the specified age, and the bond strength test was conducted at a tensile speed of 5 mm/min.
This test refers to Appendix G of JGJ/T 372-2016 Technical Specification for the Application of Shotcrete for on-site testing of the rebound rate of shotcrete mortar. Using a Z1Z-6166 waterless seal engineering drilling rig, the above materials were mixed evenly and placed in the barrel of the screw pump. The mortar spraying test was carried out at a fixed spraying angle of 90° and a spraying distance of 1 m. After spraying was completed, the dislodged rebound material was collected and weighed (m1). Its proportion relative to the total amount of sprayed mortar (M) was calculated as the rebound rate of the sprayed mortar, with the calculation formula shown in Equation (2)
where R is rebound rate (%), m1 is Injection mortar rebound weight (kg), M is Total volume of sprayed mortar (kg).
2.4.6 Scanning Electron Microscope (SEM)
A scanning electron microscope (SEM, model SU8010, Hitachi Corporation, Tokyo, Japan) was used to observe the microscopic morphology of the HPMC @ SiO2-TA. Before the test, the sample to be tested (HPMC @ SiO2-TA) was dried in a vacuum oven at 60°C for 48 h. Afterwards, the sample was glued onto a sample stage and sputter-coated with gold for observation.
2.4.7 Thermogravimetric analysis
The TGA test was conducted using a NETZSCH STA 449C comprehensive thermal analyzer (NETZSCH, Selb, Germany) to determine the content of HPMC-40000 encapsulated in the HPMC @ SiO2-TA solution, the encapsulation efficiency of the HPMC @ SiO2-TA. Approximately 15 mg of the prepared HPMC @ SiO2-TA was weighed into an Al2O3 crucible. The temperature was raised from 40°C to 1000°C at a rate of 10 K/min under a nitrogen (N2) atmosphere, and the data were automatically recorded by a computer.
This test employed a TAM AIR-08 eight-channel isothermal calorimeter manufactured by Thermalmetric, Inc. (Tulsa, OK, USA) to measure the hydration heat release rate and cumulative heat release of cement paste incorporating jet-crushed core-shell HPMC-15. The specific testing procedure was as follows: 3 g of cement was weighed into a sample vessel, with W/C set at 0.5, with a setting agent dosage of 6% by mass of cement and a dosage of pulverised core-shell HPMC-40000 of 0.05% by mass of cement. Testing was conducted using the internal stirring method, with the calorimeter recording the cement hydration heat release rate and heat release curve in real time. Processing and analysis of the measured data yielded the cement hydration heat release curve for the cement blended with core-shell material.
3.1 Encapsulation efficiency of HPMC @ SiO2-TA
The encapsulation efficiency and stability of the core-shell material (designated HPMC @ SiO2-TA) were evaluated using thermogravimetric analysis (TGA) and conductivity measurements. The microstructure of the HPMC @ SiO2-TA was observed by scanning electron microscopy (SEM). Figure 5 presents the core liquid encapsulation rate of the HPMC-40000 core-shell material and its microscopic morphology before and after simulated spray impact crushing.
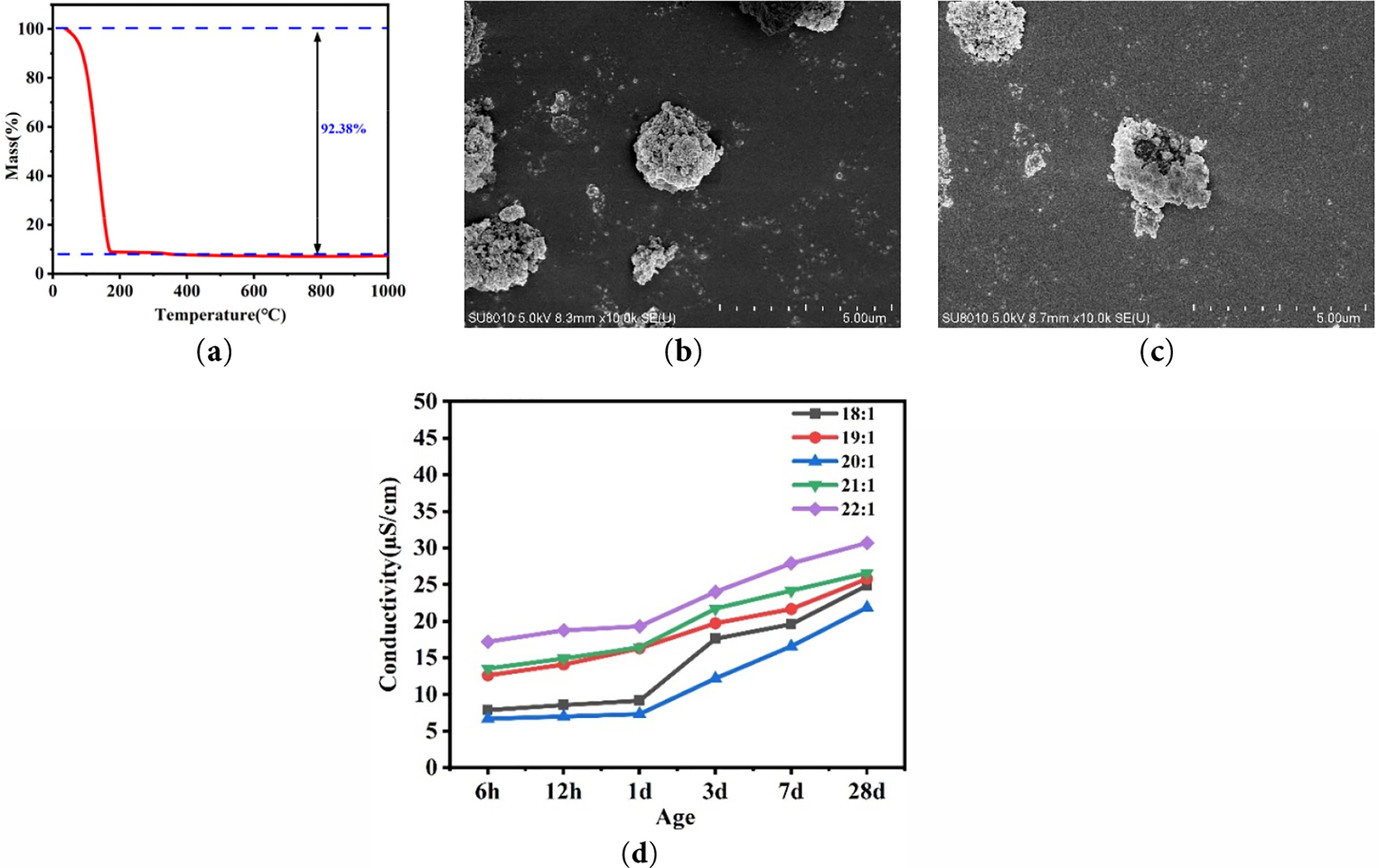
Fig. 5 Performance of HPMC @ SiO2-TA: (a) Encapsulation rate; (b) Image of HPMC-40000 core-shell before crushing; (c) SEM of HPMC-40000 core-shell after crushing; (d) Conductivity trend of HPMC @ SiO2-TA over time
The HPMC @ SiO2-TA can be prepared at a shear rate of 1500 rpm for 10 min with a shell-to-core ratio of 10:1. As shown in Figure 5a, the HPMC-40000 solution accounts for 92.38% of the total mass of the core-shell structure. From the SEM images, the core-shell particles appear nearly spherical before jet crushing (Figure 5b), while after mechanical crushing, they exhibit a hemispherical hollow structure (Figure 5c) surrounded by scattered Nano-SiO2 particles. This indicates that the core-shell structure can be disrupted under specific forces, allowing the inner core solution to flow out. These results effectively confirm that the HPMC @ SiO2-TA consists of nanoparticles with a core-shell structure, where the polymer viscosity builder solution is encapsulated by Nano-SiO2. The conductivity of the core-shell thickener filtrate at each ageing stage is shown in Figure 5d. The conductivity values for each group at each ageing stage were as follows: 20:1 < 18:1 < 19:1 < 21:1 < 22:1. This indicates that the 20:1 core-shell thickener exhibited the best stability within 28 days. In summary, when the shell-to-core ratio is 20:1, the nucleate-shell thickener exhibits the highest encapsulation efficiency and maintains optimal stability over 28 days.
3.2 Mechanical trigger viscosity increasing effect of HPMC @ SiO2-TA
To verify whether the core-shell material can be mechanically triggered to break under compressed air force to achieve a viscosity-increasing effect, and to investigate how the mixing method of the core-shell viscosity enhancer affects the apparent viscosity of cementitious materials, in this section, the HPMC-40000 solution, HPMC @ SiO2-TA, and HPMC @ SiO2-TA crushed by jetting (as shown in Figure 2) were mixed into the cement paste to test the apparent viscosity.
From the apparent viscosity results in Figure 6, it can be seen that the apparent viscosity of the cement paste increases with the dosage of the viscosity enhancer regardless of the mixing method. HPMC-40000 forms numerous hydrogen bonds with water molecules, which hinders the movement of free water and thereby restricts the displacement of cement particles; macroscopically, this manifests as an increase in slurry viscosity. At each dosage, the order of apparent viscosity of the cement paste is as follows: internally mixed HPMC @ SiO2-TA group > jet-crushed HPMC @ SiO2-TA group > pure HPMC-40000 viscosity enhancer group. This is because the concentration of the internal core solution of HPMC-40000 is low, and the powdered outer shell of a large number of HPMC @ SiO2-TA particles increases the specific surface area to a certain extent. Thus, the viscosity-enhancing effect of internally mixed HPMC-40000 was greater than that of the HPMC-40000. The core-shell viscosity enhancer can undergo mechanical triggering under a certain pressure: the Nano-SiO2 shell breaks, releasing the internal core material that exerts its effect. Additionally, the dispersed Nano-SiO2 particles have an increased specific surface area, and the free water molecules bound by their adsorption further increase the apparent viscosity of the cement paste [27]. When the dosage of Nano-SiO2 is too high, its synergistic viscosity-enhancing effect becomes dominant [28, 29].
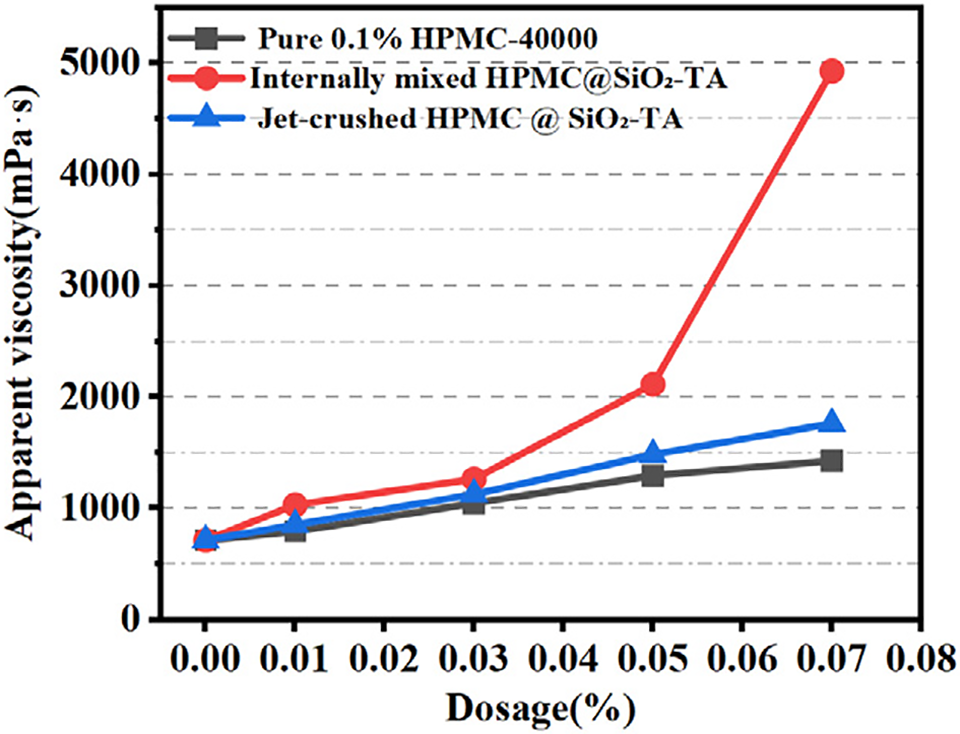
Fig. 6 Apparent viscosity of the cement paste
3.3 Effect of HPMC @ SiO2-TA on the rheological properties of cement paste
The jet-crushed HPMC @ SiO2-TA was blended into the cement paste to test the shear stress of the slurry at each shear rate, with the test results shown in Figure 7. Considering that the cement paste does not flow completely when the shear rate is lower than 5 rpm, the test data at shear rates ranging from 20 rpm to 200 rpm were fitted and analyzed using the Bingham model according to Equation (1). The fitting results are detailed in Table 2, and the trends of yield stress and plastic viscosity of the cement paste at each dosage are shown in Figure 8.
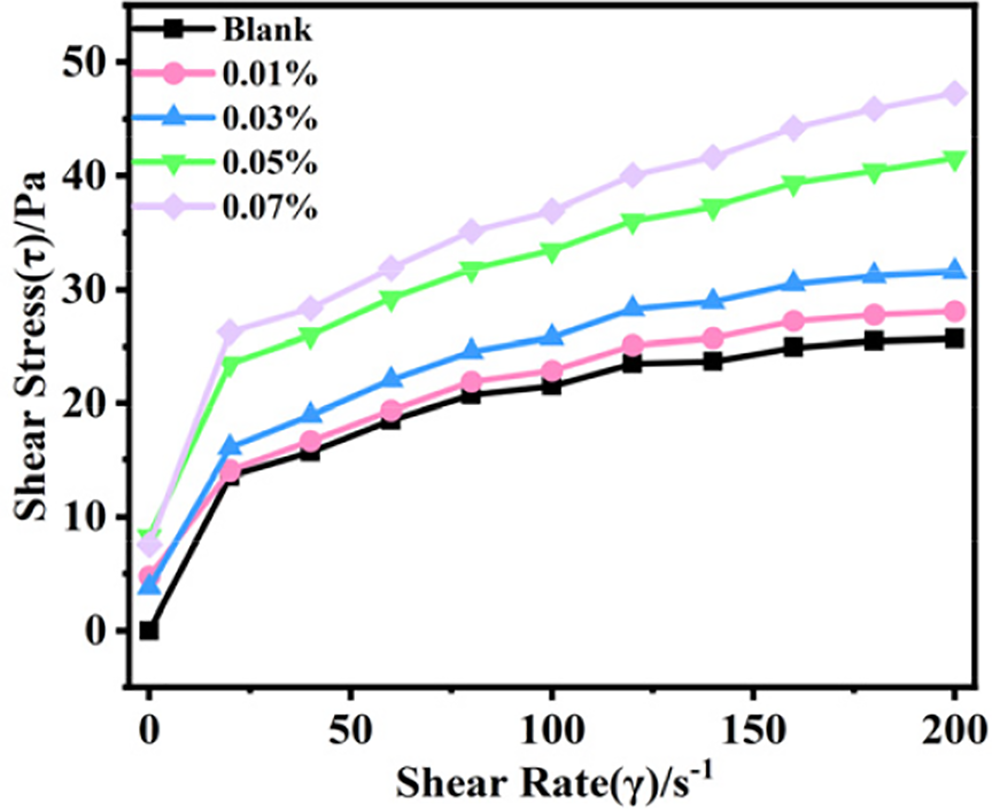
Fig. 7 Shear rate-shear stress curves of cement pastes containing HPMC @ SiO2-TA

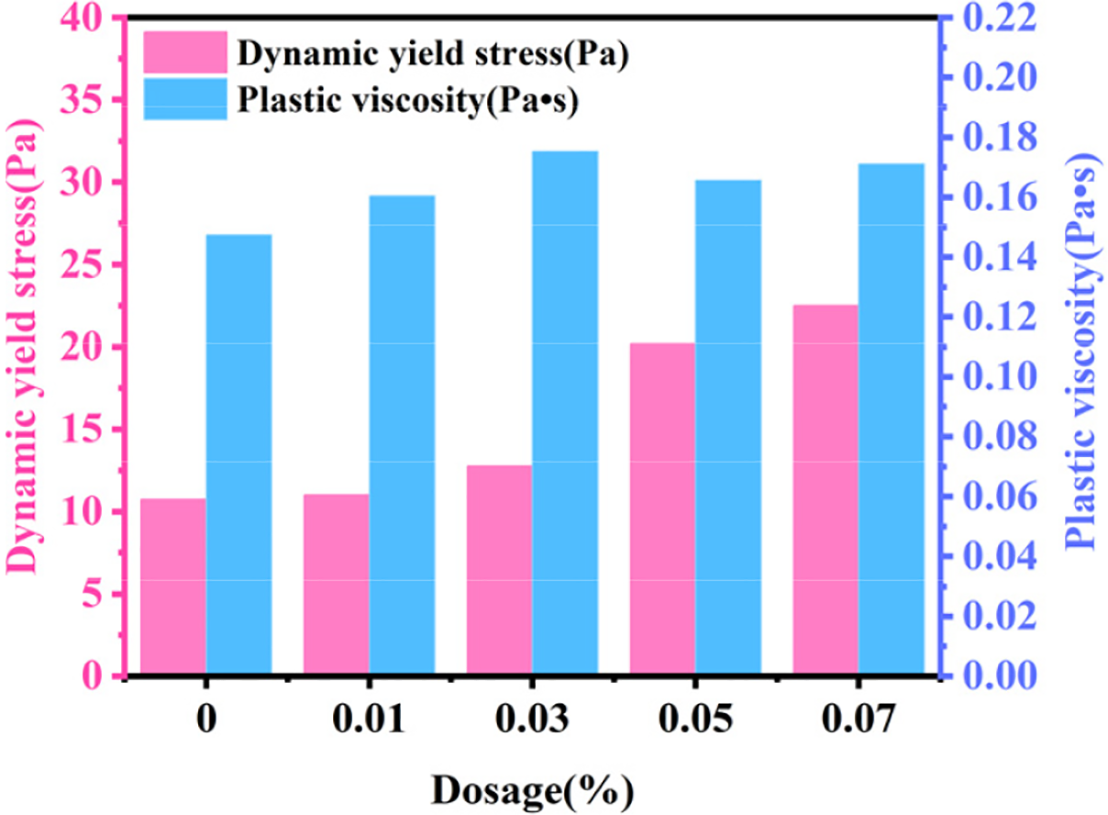
Fig. 8 Fitting parameters of cement pastes containing HPMC @ SiO2-TA
As can be seen in Figure 8, the shear stress of the cement paste doped with the core-shell viscosity builder HPMC-40000 increased at all shear rates with increasing dosage of the core-shell viscosity builder, which is consistent with the results of tests conducted by Pourchez et al. [14], Ma et al. [30], and Üzer and Plank [31]. This indicates that the minimum stress required for the flow of the cement paste increases due to the complexation of the viscosity builder macromolecules with metal ions such as Ca2+ and Al3+, as well as the bridging effect of the viscosity builder molecules adsorbed on multiple cement particles [32]. The yield stress and plastic viscosity obtained from fitting the Bingham model increased with the increase in the dosage of the core-shell viscosity builder. When the dosage was 0.07%, the yield stress and plastic viscosity increased by 109.41% and 16.08%, respectively, compared with the blank group. Additionally, the dynamic yield stress of the cement paste also tended to increase, though the magnitude of the increase was lower than that of the plastic viscosity. Meanwhile, due to its very small particle size and large specific surface area, nano-SiO2 can fill the voids between cement particles in the cement paste, which improves the denseness of the cement paste system and thus increases the consistency of the cement paste [33, 34].
3.4 Application performance of HPMC @ SiO2-TA
3.4.1 pH variation of the accelerator
The effect of HPMC @ SiO2-TA on the pH of the L-40 accelerator before and after jet crushing is summarized in Table 3. The commercial L-40 accelerator used in this study has an initial pH of 2.30. After adding different dosages of HPMC @ SiO2-TA (0.01–0.07% by mass of cement), the pH of the accelerator increases gradually with the dosage, both in the uncrushed and jet-crushed states. The measured values remain in the range of 2.30–3.43. At the highest dosage of 0.07%, the pH increases to 3.43 before crushing and 3.29 after crushing, corresponding to increments of only 1.13 and 0.99, respectively, compared with the blank sample.
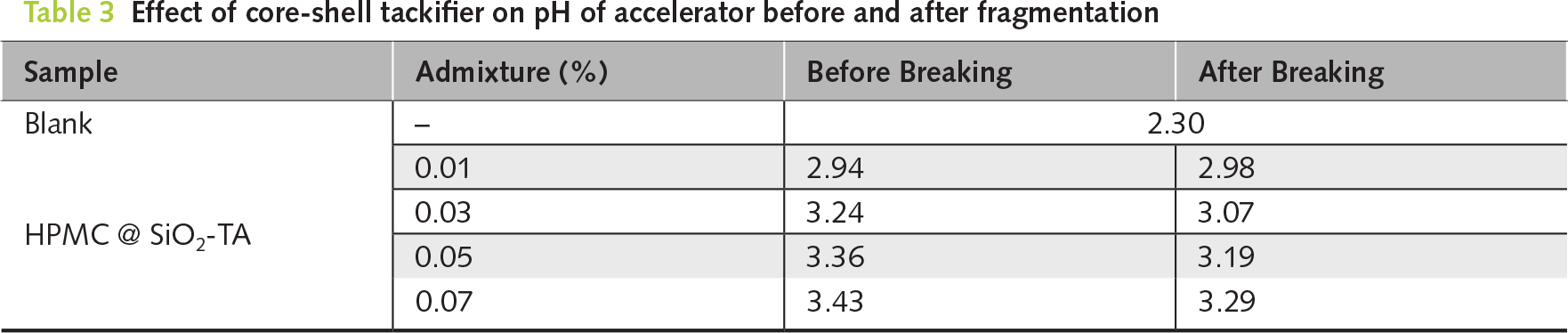
The slight increase in pH (from 2.30 to 3.29–3.43) after adding HPMC @ SiO2-TA can be attributed mainly to the buffering effect of the HPMC solution and the adsorption of protons on the silanol groups of nano-SiO2. Because the quick-setting agent remains in the strongly acidic range (pH < 3.5), these changes indicate that HPMC @ SiO2-TA remains stable in the accelerator system rather than being significantly dissolved or degraded [35].
These results indicate that the introduction of HPMC @ SiO2-TA slightly weakens the acidity of the accelerator but does not change its strongly acidic nature. In other words, the core–shell thickening agent shows good stability in the L-40 system and has only a limited influence on the pH of the accelerator solution.
3.4.2 Setting time of cement paste
Figure 9 presents the influence of HPMC @ SiO2-TA dosage on the setting behavior of cement paste. With increasing dosage of the core–shell thickening agent, both the initial and final setting times are shortened compared with the blank mixture, indicating that HPMC @ SiO2-TA exhibits a synergistic effect with the accelerator in promoting rapid setting and hardening.
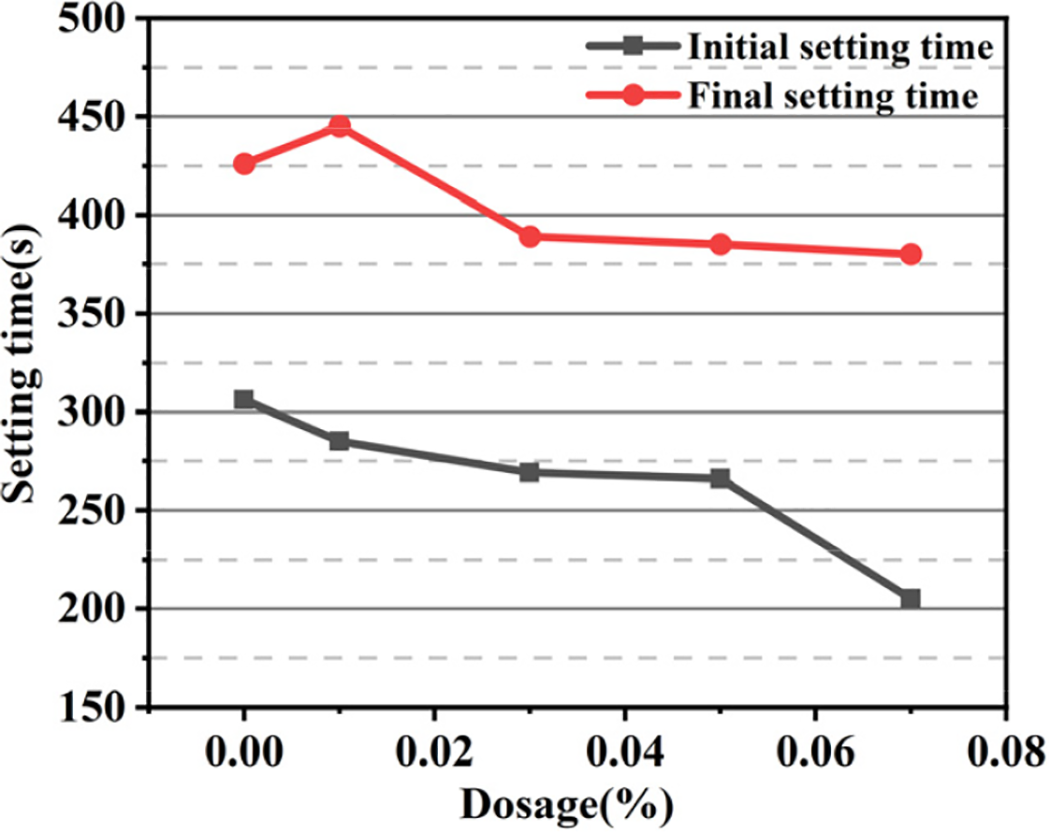
Fig. 9 Influence of core-shell tackifier content on setting time of cement
For dosages of 0.01%, 0.03%, 0.05% and 0.07%, the initial setting times are 285 s, 269 s, 266 s and 205 s, respectively. These values are 21 s, 37 s, 40 s and 101 s shorter than that of the blank group. The final setting time first shows a slight increase and then a decrease as the dosage continues to rise, suggesting that the balance between accelerator action, polymer thickening and nano-SiO2 effects depends on the dosage. Overall, the addition of HPMC @ SiO2-TA accelerates the early stiffening of the paste and helps to meet the rapid support requirements of sprayed mortar [36].
3.4.3 Compressive strength of mortar
The 1-day and 28-day compressive strengths of mortars incorporating different dosages of HPMC @ SiO2-TA are shown in Figure 10. The early compressive strength (1 d) first increases and then decreases with increasing dosage, indicating the existence of an optimum content. Although the values for the modified mixtures are slightly lower than those of the blank group at the same age, they are higher than those obtained with the same amount of pure HPMC-40000, implying that the presence of nano-SiO2 partially compensates for the strength loss caused by the cellulose ether. For instance, at a dosage of 0.03%, the 1-day strength of the HPMC @ SiO2-TA group is reduced by 8.58% compared with the blank, whereas the reduction reaches 10.61% for the pure HPMC-40000 group.
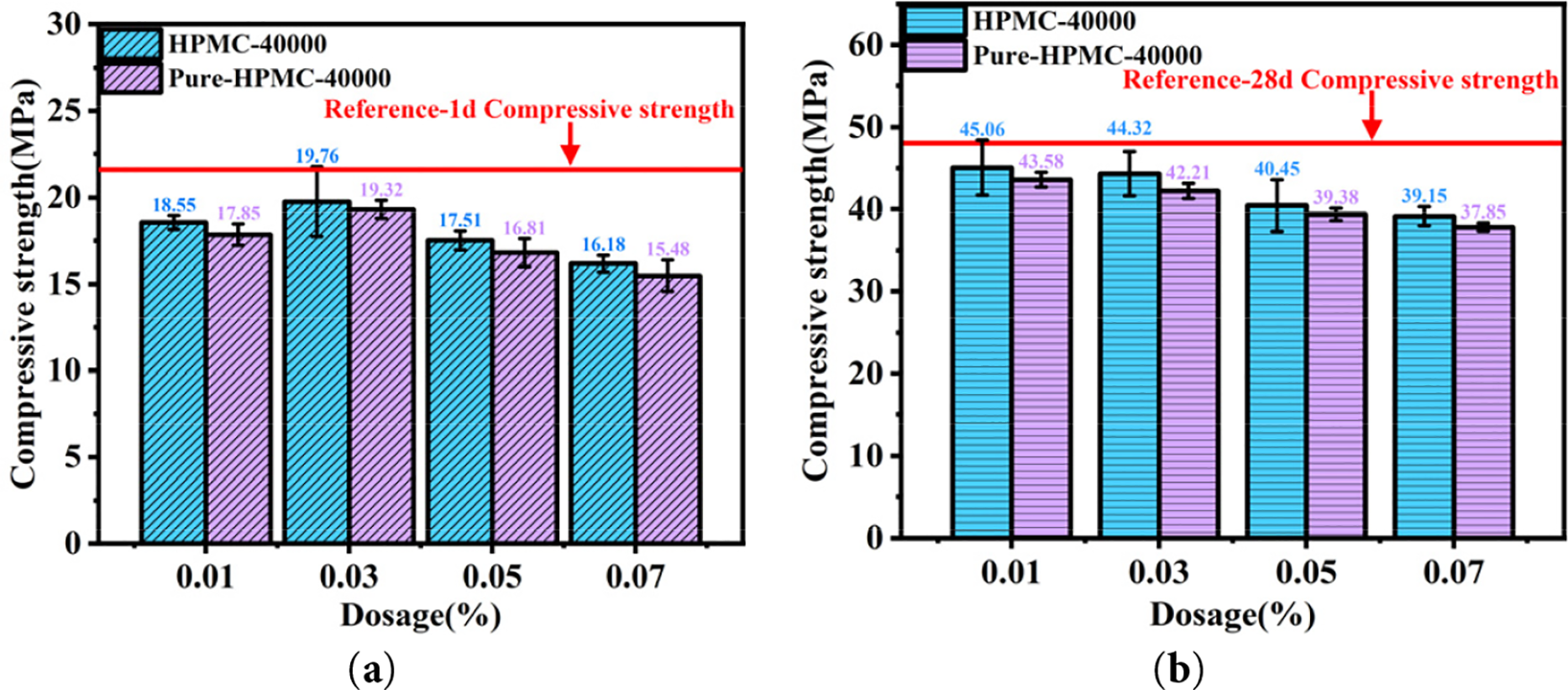
Fig. 10 Effect of core shell HPMC-40000 on strength of mortar: (a) 1 d compressive strength; (b) 28 d compressive strength
A similar trend is observed at 28 days: the compressive strength increases to a maximum at an intermediate dosage and then decreases when the dosage is further increased. At relatively low dosages, the moderate water-retention effect of HPMC can improve the homogeneity and internal curing of the mortar, which is beneficial to strength development. However, excessive HPMC content leads to strong retardation of cement hydration and higher residual porosity, which in turn results in a reduction in both early and long-term strength. Therefore, an appropriate dosage range (about 0.03–0.05% in this study) should be selected to balance workability, setting behavior and strength development of the sprayed mortar.
HPMC mainly acts through water retention and the formation of a polymer film on cement particles, which delays ion diffusion and modifies the microstructure of the interfacial transition zones. In contrast, nano-SiO2 provides additional nucleation sites and fills the capillary pores, accelerating the precipitation of C–S–H and densifying the matrix. In the core–shell system, the mechanically released HPMC solution works together with the dispersed nano-SiO2 fragments, resulting in a moderate promotion of setting while partially compensating for the strength loss usually caused by HPMC alone.
Although nano-SiO2 contributes to matrix densification, the strong water-retention and retarding effects of HPMC still reduce the early degree of hydration, leading to somewhat lower compressive strength than the blank group at high dosages. Thus the net strength is governed by the competition between hydration retardation (HPMC) and micro-filling/seed effects (nano-SiO2).
The early bond strength of sprayed mortar is critical for efficient repair and support. Higher early bond strength significantly enhances the interface bonding between the sprayed mortar layer and the substrate, thereby effectively resisting dynamic loads such as vibration and impact during construction or service. This prevents the mortar layer from peeling, rebounding, or cracking, and ultimately ensures the long-term durability of the mortar structure. Essentially, the adhesive properties of cement-based materials depend primarily on the microstructural characteristics of their hydration products and nanoscale interactions.
From Figure 11a, it can be seen that the 2-h bond strength of the mortar with added HPMC @ SiO2-TA first increases and then decreases with increasing dosage. When the dosage is 0.05%, the 2-h bond strength reaches 0.053 MPa, which is 130.43% higher than that of the blank group. At 28 days the bond strength also shows a trend of first increasing and then decreasing with the dosage, with the optimal dosage being 0.03%; at this dosage, the 28-day bond strength of the mortar reaches 1.12 MPa, which is 172.17% higher than that of the blank group. The test results indicate that an appropriate amount of the viscosity enhancer can prevent the rapid evaporation of water in the slurry due to its water-retention property, thereby improving the initial bond strength of the mortar [37]. However, an excessively high dosage will inhibit the development of the early bond strength. During later hydration, the polymer viscosity enhancer can form a denser network structure during the hardening process of the mortar, improving the overall compactness of the mortar [38, 39]. Nevertheless, an overly high dosage will inhibit cement hydration, reduce the cementation of hydration products, and ultimately result in a decrease in the late bond strength [40].
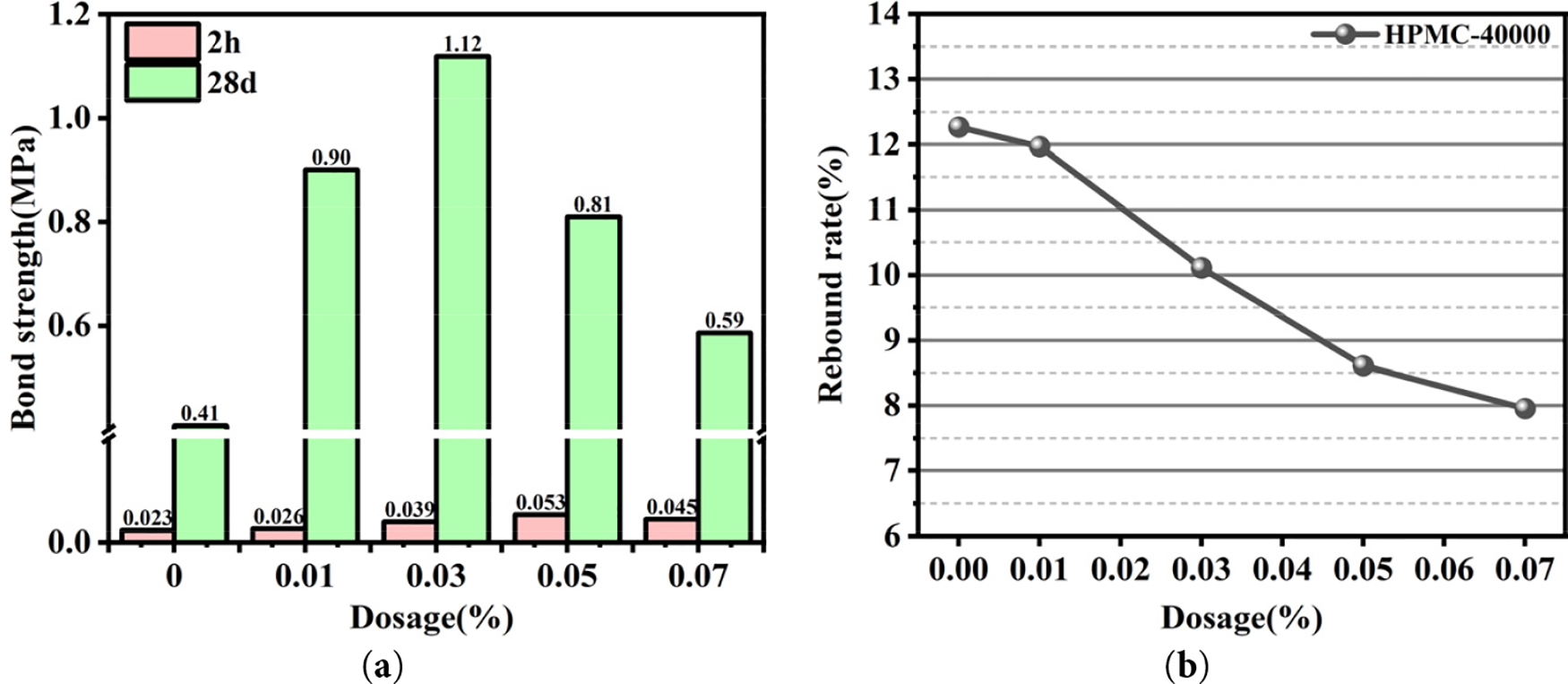
Fig. 11 Influence of core-shell tackifier dosage on sprayed mortar: (a) bond strength; (b) rebound rate
As shown in Figure 11b, the rebound rate of the sprayed mortar in the blank group was high, reaching 17.31%. The incorporation of the HPMC @ SiO2-TA significantly inhibited the rebound of the mortar; the rebound rate showed a decreasing trend with increasing dosage (0.01% to 0.07%), decreased by the range of 9.54%–6.22%. This inhibitory effect mainly stems from the characteristics of HPMC molecules: the viscoelastic network structure formed after water absorption enhances the cohesion of the mortar system and moderately reduces its fluidity, playing a role in three-dimensional network support and stabilization [41]. Meanwhile, in cementitious materials, HPMC neutralizes the surface charge of cement particles through physical adsorption and hydrogen bonding, weakening the homogeneous repulsive force between particles, promoting the formation of a flocculent structure, and enhancing cementation performance [42, 43]. These effects collectively enhance the adhesion of the slurry to the sprayed substrate and its ability to resist the impact of the jet stream, thereby effectively reducing the rebound rate.
The rebound rate of the sprayed mortar was fitted to the 2-h bond strength. From the fitting equation, the fitting relationship between these two properties at different dosages of HPMC @ SiO2-TA can be derived. Under the condition of ensuring a low rebound rate, the corresponding 2-h bond strength (xbest) can be obtained, and then the corresponding optimal dosage (Dosage*) can be deduced. The fitting results are shown in Figure 12.
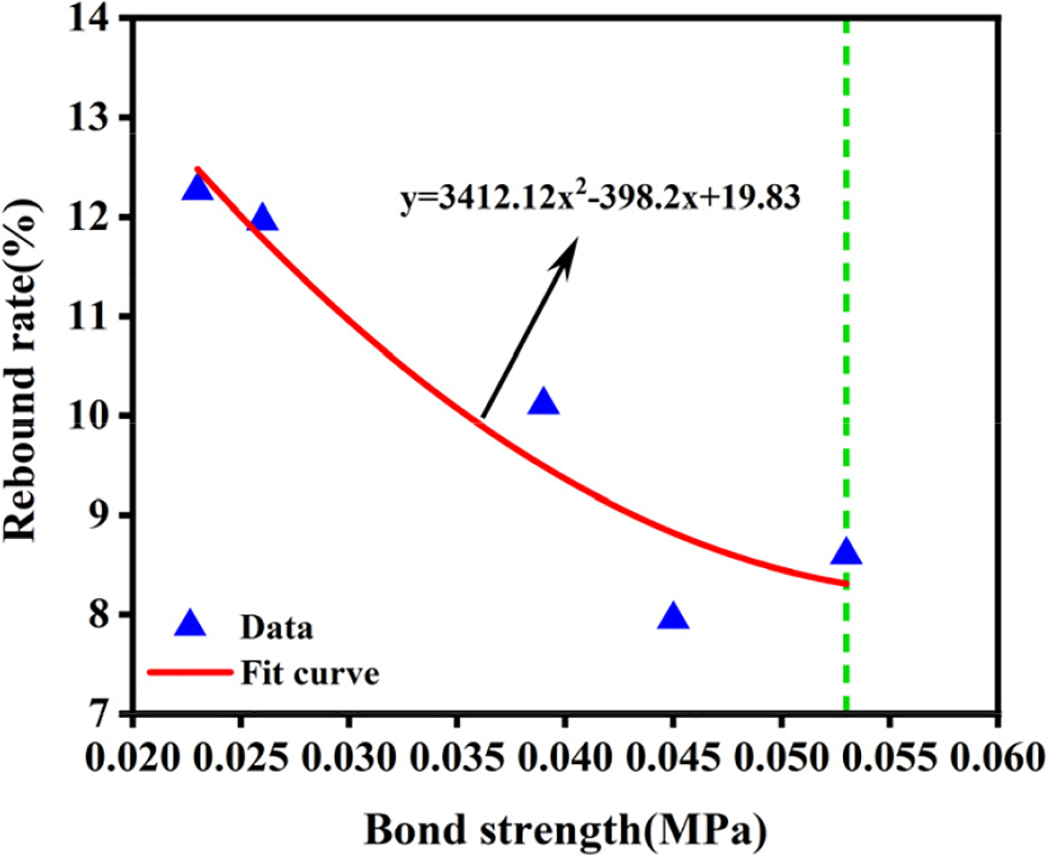
Fig. 12 Relation between bond strength and rebound rate
As shown in Figure 12, the relationship between 2 h bond strength and rebound rate can be well described by a quadratic function, indicating a non-linear trade-off between cohesion and workability. At low HPMC @ SiO2-TA dosages, the increase in bond strength is limited and the mortar still exhibits relatively high rebound, because the cohesion and adhesion at the sprayed interface are insufficient to withstand the impact of the jet. With increasing dosage, the mechanically released HPMC together with the dispersed nano-SiO2 fragments markedly enhances the interparticle network and interfacial adhesion, leading to a rapid increase in 2 h bond strength and a significant reduction in rebound rate. However, when the dosage is further increased, the excessive viscosity and yield stress begin to impair flowability and surface compaction, which reduces the effective contact area and slightly decreases the bond strength, even though the rebound rate continues to decrease only marginally.
The fitted curve therefore exhibits an optimum region where the combined effect of cohesion and workability is most favorable. In this study, the mortar with 0.05% HPMC @ SiO2-TA lies close to the minimum of the fitted rebound curve and simultaneously provides a relatively high 2 h bond strength, indicating that this dosage offers the best compromise between low rebound and sufficient early adhesion. The rebound rates obtained for the blank mixture fall within the range reported for conventional wet-mix shotcrete in the literature, whereas the optimized mixture achieves a markedly lower rebound level while maintaining comparable or higher bond strength, confirming the effectiveness of the mechanically triggered core–shell thickening strategy in sprayed mortar systems.
3.6 Effect of core-shell thickeners on cement hydration behaviour
In this test, five groups of samples were set, namely pure cement group, cement-accelerator group, cement-accelerator-pure-HPMC-40000 group, cement-accelerator-unbroken HPMC-40000 core-shell tackifier group and cement-accelerator-broken HPMC-40000 core-shell tackifier group, which were named as A, B, C, D and E, respectively. The hydration heat release rate and cumulative hydration heat release of the above five groups of samples within 48 h were tested by internal stirring method, and the test results are shown in Figure 13 [44–46].
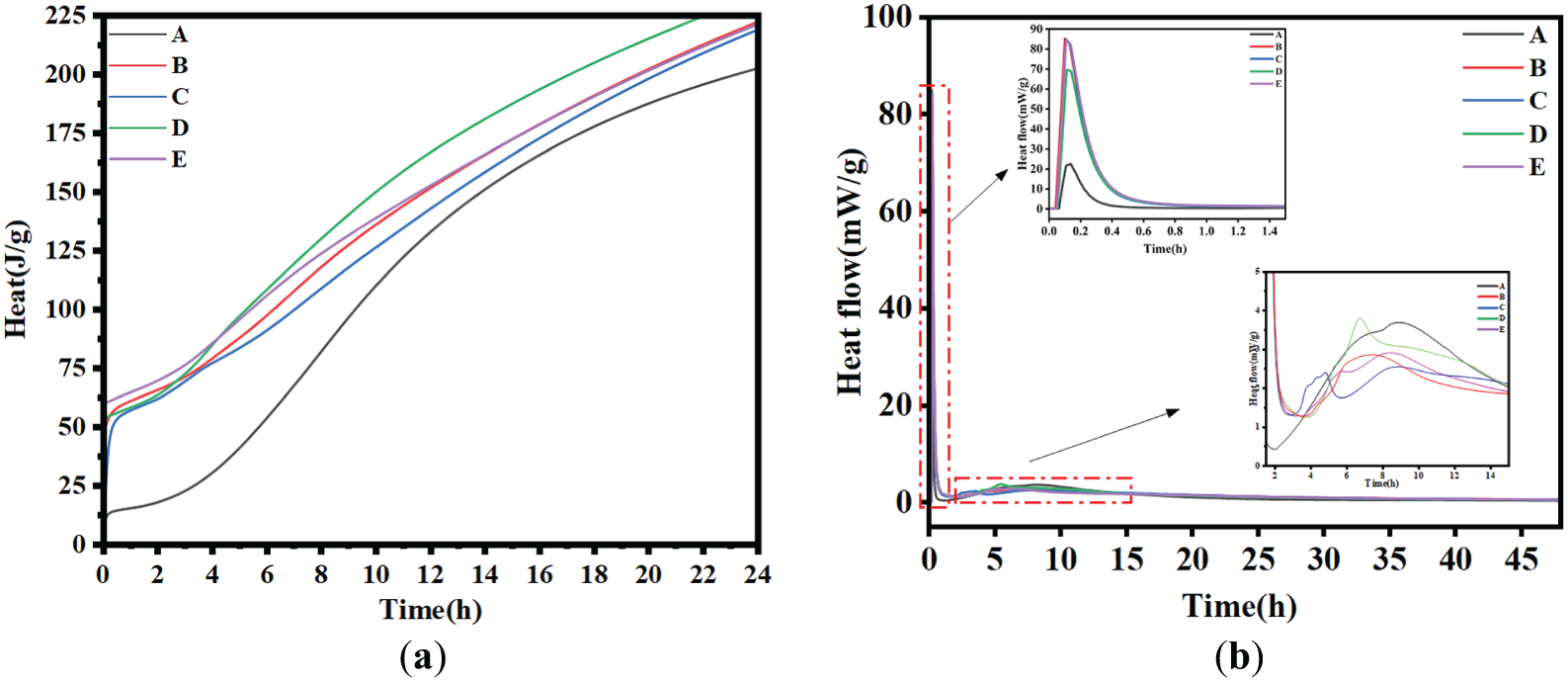
Fig. 13 Hydration behaviour of cement paste: (a) Rate of hydration heat release; (b) Cumulative heat release
Compared with the blank group, the addition of accelerator improves the first exothermic rate of hydration, and the addition of HPMC-40000 (C, E) has no obvious inhibitory effect on the first exothermic peak, indicating that the addition of accelerator greatly promotes the rapid hydration of Al phase. According to the second exothermic peak, compared with the blank group, the second exothermic peaks in groups B, C, D and E was 2.09 h, 2.92 h, 2.24 h and 1.86 h earlier, respectively. The second exothermic peak of group C is 0.83 h earlier than that of group B, which shows that the addition of HPMC-40000 is beneficial to the hydration of Si phase to form a large number of C-S-H and promote the hardening of cement-based materials. This is the result of stable dispersion of cement particles by HPMC-40000, which makes cement particles fully contact with water and promotes C3S hydration. Among them, due to the accelerated hydration of C3S in groups b and c and the pozzolanic reactivity of Nano-SiO2 in group d, a “shoulder peak” appeared in all three groups after the exothermic reaction of Si phase, which was the secondary hydration peak of Al phase, indicating that some ettringite (AFt) was transformed into monosulfoaluminate (AFm). However, there is no obvious “shoulder peak” of Al phase in Group E, which shows that the pozzolanic reactivity of broken and dispersed Nano-SiO2 is affected by HPMC-40000, which prevents a large number of AFt from being quickly converted into AFm. After 15 h, the hydration heat release rate tends to be stable. According to the cumulative exothermic data in the Figure 13b, compared with group C, the cumulative heat release of groups D and group E is 6.93/j g-1 and 1.40/j g-1, respectively, which means that the existence of Nano-SiO2 increases the cumulative heat release of hydration for 48 h. The pozzolanic reactivity of Nano-SiO2 can consume CH to generate hydration products such as C-S-H release a lot of heat, which shows that Nano-SiO2 can overcome the effect of the molecular layer formed by polymer adsorption on the diffusion of water and ions, and promote the formation of C-S-H as a whole.
A core-shell structural viscosity enhancer (HPMC-40000) with mechanically triggered response properties was innovatively proposed and prepared to efficiently improve the cohesiveness of cementitious materials and reduce the rebound rate in sprayed mortar construction. Systematic investigation into its mechanism and effects on key macroscopic properties of cementitious materials yielded the following main conclusions:
(1) HPMC @ SiO2-TA with a shell-to-core mass ratio of 20:1 was successfully prepared via high-speed shearing (1500 rpm, 10 min), with an encapsulation efficiency of 92.38%. It exhibited a distinct mechanical triggering response under jet impact. SEM observations confirmed that the core-shell particles had a nearly spherical structure; upon jet impact, the shell broke to release the core solution, forming a hemispherical hollow structure (Figure 5c), thus enabling mechanical trigger thickening.
(2) Core-shell materials trigger tackiness under jet impact. The released HPMC-40000 synergistically improves the interfacial bond strength with dispersed nano-SiO2 fragments. At a dosage of 0.05%, the 2-h bonding strength reached 0.053 MPa, a 130.43% increase compared to the blank group (0.023 MPa). At a dosage of 0.03%, the 28-day bonding strength reached 1.12 MPa, a 172.17% increase compared to the blank group. At a dosage of 0.07%, the rebound rate decreased to 7.95%, a 35.15% reduction compared to the blank group (17.31%), which implies: A significant reduction in material wastage, and hence potential cost savings on cement, aggregates, and disposal of rebound waste. Lower generation of construction debris, contributing to reduced environmental impact. The improved early and long-term bond strength suggests that: Thinner sprayed layers may be sufficient to achieve the same structural performance, potentially reducing material consumption. The optima dosage was determined as 0.05% by fitting analysis.
(3) HPMC @ SiO2-TA and the L-40 quick-setting agent exert a synergistic hardening effect, moderately shortening the setting time (overcoming the conventional retarding property of HPMC). The initial setting time was shortened from 306 s in the blank group to 205 s at a dosage of 0.07% (a reduction of 101 s). Rheological tests confirmed that HPMC @ SiO2-TA significantly increased yield stress and plastic viscosity: at a dosage of 0.07%, yield stress increased by 109.41% (to 22.50913 Pa) and plastic viscosity increased by 16.08% (to 0.171 Pa·s) compared to the blank group (10.7487 Pa and 0.147 Pa·s, respectively). This optimization of rheological properties helps reduce rebound, but workability needs to be balanced through dosage adjustment.
(4) The core-shell structure enhances the material’s stability in the acidic quick-setting agent system (L-40, pH = 2.30). Although HPMC-40000 inhibits early compressive strength, nano-SiO2 exerts a compensatory effect: 1-day compressive strength peaked at a dosage of 0.03% but remained 8.58% lower than that of the blank group. The 28-day strength showed a similar trend, indicating that the dosage needs to be controlled (≤0.03–0.05%) to minimize the negative impact of HPMC-40000 on strength while maximizing the benefits of bond strength improvement and rebound rate reduction.
(5) Mechanism of action: When the core–shell HPMC-40000 particles impact the sprayed surface, the nano-SiO2 shell fractures and releases the encapsulated HPMC solution. The liberated nano-SiO2 disperses in the paste, fills fine pores and, owing to its high specific surface area, provides nucleation sites for C–S–H, which densifies the matrix and promotes strength development. Meanwhile, the –OH and –O– groups in HPMC-40000 bind water [47–49] and form a three-dimensional polymer network that bridges cement particles, increases cohesion and yield stress, and partially isolates the clinker from free water. Through adsorption and Ca2+ complexation, HPMC-40000 reduces ion mobility and retards the early hydration of C3S and C2S. At later ages, nano-SiO2 reacts with CH to generate additional C–S–H and AFt, while the water-retention effect of HPMC-40000 sustains continued hydration. As a result, the pozzolanic reaction of nano-SiO2 largely compensates for the HPMC-induced retardation, so that the later-age mechanical properties of the sprayed mortar can be maintained or even improved.
In summary, by integrating macro-scale performance tests with microstructural analysis, this study elucidates the mechanically triggered action of core–shell HPMC-40000 in shotcrete and its influence on cement hydration, as well as the correlation between hydration evolution and macroscopic properties. Core–shell HPMC-40000 synergistically leverages nano-modification and polymer regulation, offering a new strategy for rheology control, strength development, and impermeability of sprayed mortar, while simultaneously enhancing cohesiveness, reducing rebound, and improving interfacial bonding.
Acknowledgement
The authors would like to thank all the participants and staff who contributed to this study.
Funding Statement
This work was supported by the National Natural Science Foundation of China (Grant No. 52372020) and the “Jie Bang Gua Shuai” Technology Project of Beijing Construction Engineering (Grant No. RGGA500620230001).
Author Contributions
Zhitian Xie: Writing—original draft, Software, Visualization, Investigation. Yanzhen Xiao: Writing—review and editing, Investigation. Xiaokai Niu: Validation, Investigation. Wei Song: Validation, Investigation. Xinru Sun: Writing—review and editing, Validation, Investigation. Xiao Liu: Writing—review and editing. Shicheng Liu: Writing—review and editing, Funding acquisition. Yanxi Li: Writing—review and editing, Investigation. Ziming Wang: Writing—review and editing, Investigation. Suping Cui: Writing—review and editing, Investigation. All authors reviewed the results and approved the final version of the manuscript.
Availability of Data and Materials
The datasets generated and/or analyzed during the current study are available from the corresponding author on reasonable request.
Ethics Approval
Not applicable.
Conflicts of Interest
The authors declare no conflicts of interest to report regarding the present study.
[1] Herrera-Mesen C, Salvador RP, Ikumi T, Cavalaro SHP, Aguado A. External sulphate attack of sprayed mortars with sulphate-resisting cement: influence of accelerator and age of exposition. Cem Concr Compos. 2020;114:103614. doi:10.1016/j.cemconcomp.2020.103614.
[2] Pinilla Melo J, Flores Medina N, Sepulcre Aguilar A, Hernández Olivares F. Rheological and thermal properties of aerated sprayed mortar. Constr Build Mater. 2017;154:275–83. doi:10.1016/j.conbuildmat.2017.07.185.
[3] Nyemba WR, Shangwa NL, Chinguwa S, Mbohwa C. Conceptualization, development and design of a mortar spraying machine. Procedia CIRP. 2020;91:396–401. doi:10.1016/j.procir.2020.03.105.
[4] Austin SA, Robins PJ, Goodier CI. The rheological performance of wet-process sprayed mortars. Mag Concr Res. 1999;51(5):341–52. doi:10.1680/macr.1999.51.5.341.
[5] Huang D, Pons O, Albareda A. Bond strength tests under pure shear and tension between masonry and sprayed mortar. Materials. 2020;13(9):2183. doi:10.3390/ma13092183.
[6] Zahabizadeh B, Segundo IR, Pereira J, Freitas E, Camões A, Tavares CJ, et al. Development of photocatalytic 3D-printed cementitious mortars: influence of the curing, spraying time gaps and TiO2 coating rates. Buildings. 2021;11(9):381. doi:10.3390/buildings11090381.
[7] Huang D, Albareda A, Pons O. Experimental study of bond behavior on sprayed and poured mortar–brick interface with latex bonding agent under conventional and humid environments. J Build Eng. 2023;77:107459. doi:10.1016/j.jobe.2023.107459.
[8] She Y, Wei K, Chen Y, Yu Q. Rheological properties and shootability of sprayable geopolymer mortar. Constr Build Mater. 2024;423:135819. doi:10.1016/j.conbuildmat.2024.135819.
[9] Yuan Q, Peng M, Yao H, Zhang S, Li Y. The internal temperature field of shotcrete in high geothermal tunnel and its effect on microstructures and mechanical properties. Constr Build Mater. 2022;335:127507. doi:10.1016/j.conbuildmat.2022.127507.
[10] Hwalla J, El-Hassan H, El-Mir A, Assaad JJ, El-Maaddawy T. Development of geopolymer and cement-based shotcrete mortar: impact of mix design parameters and spraying process. Constr Build Mater. 2024;449:138457. doi:10.1016/j.conbuildmat.2024.138457.
[11] Roussel N. Rheological requirements for printable concretes. Cem Concr Res. 2018;112:76–85. doi:10.1016/j.cemconres.2018.04.005.
[12] Marchon D, Kawashima S, Bessaies-Bey H, Mantellato S, Ng S. Hydration and rheology control of concrete for digital fabrication: potential admixtures and cement chemistry. Cem Concr Res. 2018;112:96–110. doi:10.1016/j.cemconres.2018.05.014.
[13] Huang H, Qian C, Zhao F, Qu J, Guo J, Danzinger M. Improvement on microstructure of concrete by polycarboxylate superplasticizer (PCE) and its influence on durability of concrete. Constr Build Mater. 2016;110:293–9. doi:10.1016/j.conbuildmat.2016.02.041.
[14] Pourchez J, Peschard A, Grosseau P, Guyonnet R, Guilhot B, Vallée F. HPMC and HEMC influence on cement hydration. Cem Concr Res. 2006;36(2):288–94. doi:10.1016/j.cemconres.2005.08.003.
[15] Liu T, Reascos H, Mughal UA, Kirkelund GM, Lima AT. Improving mortar properties with waste wind turbine blade fibers and superplasticizer. Constr Build Mater. 2025;472:140864. doi:10.1016/j.conbuildmat.2025.140864.
[16] Wang Y, Wang X, Yao F, Lin C, Xu S, Li Y, et al. What are the mechanisms of functional monomers’ effect on air entrainment of polycarboxylate superplasticizers in cement paste and mortar? Constr Build Mater. 2024;442:137038. doi:10.1016/j.conbuildmat.2024.137038.
[17] Kaufmann J, Frech K, Schuetz P, Münch B. Rebound and orientation of fibers in wet sprayed concrete applications. Constr Build Mater. 2013;49:15–22. doi:10.1016/j.conbuildmat.2013.07.051.
[18] Xie Z, Yuan Q, Yao H, Liu Y, Zhang S, Tian Y. Understanding the impact of polyacrylamide molecular weight on the workability of cement paste. Cem Concr Compos. 2023;142:105171. doi:10.1016/j.cemconcomp.2023.105171.
[19] Wen J, Zhang Y, Ma T, Li H, Li Y, Yang Y, et al. Degradation properties of magnesium oxychloride bone cement composite modified by hydroxypropyl methylcellulose and KH2PO4. J Mater Res Technol. 2021;15:6659–69. doi:10.1016/j.jmrt.2021.11.113.
[20] Chen N, Wang P, Zhao L, Zhang G. Water retention mechanism of HPMC in cement mortar. Materials. 2020;13(13):2918. doi:10.3390/ma13132918.
[21] Zhang Q, Qiu J, Jiang H, Kong X, Guo Z, Xiang J, et al. Effect of hydroxypropyl methyl cellulose on coarse tailings cemented backfill: rheology, stability, strength and microstructure. Constr Build Mater. 2024;425:136042. doi:10.1016/j.conbuildmat.2024.136042.
[22] Deb PS, Sarker PK, Barbhuiya S. Sorptivity and acid resistance of ambient-cured geopolymer mortars containing nano-silica. Cem Concr Compos. 2016;72:235–45. doi:10.1016/j.cemconcomp.2016.06.017.
[23] Xi B, Zhou Y, Yu K, Hu B, Huang X, Sui L, et al. Use of nano-SiO2 to develop a high performance green lightweight engineered cementitious composites containing fly ash cenospheres. J Clean Prod. 2020;262:121274. doi:10.1016/j.jclepro.2020.121274.
[24] Bülichen D, Plank J. Water retention capacity and working mechanism of methyl hydroxypropyl cellulose (MHPC) in gypsum plaster—which impact has sulfate? Cem Concr Res. 2013;46:66–72. doi:10.1016/j.cemconres.2013.01.014.
[25] Quinten TO, Askarinejad AA, Gavin K, Cabrera MA. HPMC viscous fluid for centrifuge modelling. Can Geotech J. 2025;62:1–20. doi:10.1139/cgj-2025-0170.
[26] Ding Z, Wang X, Sanjayan J, Zou PXW, Ding ZK. A feasibility study on HPMC-improved sulphoaluminate cement for 3D printing. Materials. 2018;11(12):2415. doi:10.3390/ma11122415.
[27] Zhang X, Wang L, Shen Y, Liu J, Fan Y. Analysis of flexural fatigue damage and micro-mechanisms of nano-SiO2 modified recycled aggregate concrete. Constr Build Mater. 2025;487:142004. doi:10.1016/j.conbuildmat.2025.142004.
[28] Wang L, Zheng D, Zhang S, Cui H, Li D. Effect of nano-SiO2 on the hydration and microstructure of Portland cement. Nanomater. 2016;6(12):241. doi:10.3390/nano6120241.
[29] Mohanraj R, Katri A. Study of flash-based concrete with nano-SiO2 particles by destructive test. Procedia Struct Integr. 2025;70:401–8. doi:10.1016/j.prostr.2025.07.070.
[30] Ma B, Li C, Lv Y, Tan H, Wang H, Qi H, et al. Preparation for polyacrylic acid modified by ester group in side chain and its application as viscosity enhancing agent in polycarboxylate superplasticizer system. Constr Build Mater. 2020;233:117272. doi:10.1016/j.conbuildmat.2019.117272.
[31] Üzer E, Plank J. Impact of welan gum stabilizer on the dispersing performance of polycarboxylate superplasticizers. Cem Concr Res. 2016;82:100–6. doi:10.1016/j.cemconres.2015.12.009.
[32] Qi H, Yan X, He X, Su Y, Jin Z, Yang J, et al. Impact of sodium gluconate on the characteristics of cement slurry incorporating PCE and GGBS/wet-ground GGBS. Constr Build Mater. 2025;486:142041. doi:10.1016/j.conbuildmat.2025.142041.
[33] Ardalan RB, Jamshidi N, Arabameri H, Joshaghani A, Mehrinejad M, Sharafi P. Enhancing the permeability and abrasion resistance of concrete using colloidal nano-SiO2 oxide and spraying nanosilicon practices. Constr Build Mater. 2017;146:128–35. doi:10.1016/j.conbuildmat.2017.04.078.
[34] Wang J, Guo R, Ma L, Long Z, Zhou P, Xu X. Experimental study on static and dynamic mechanical properties of engineered cementitious composite-coral mortar reinforced with nano-SiO2. Constr Build Mater. 2025;492:142950. doi:10.1016/j.conbuildmat.2025.142950.
[35] Jiang D, Li X, Li C, Lv Y, Rong H, Zhao D, et al. Synergy between nano SiO2-modified SAP and RHA in cement pastes: shrinkage, microstructure, and strength. Compos Part B Eng. 2025;298:112368. doi:10.1016/j.compositesb.2025.112368.
[36] Wang L, Yao Y, Li J. Effect of polyacrylate polymer on the mechanical and water retention properties of cemented soil: a multiscale investigation. Case Stud Constr Mater. 2024;21:e04075. doi:10.1016/j.cscm.2024.e04075.
[37] Kong L, Wu L, He X, Peng Y, Zhu S, Yan Q, et al. Study on prediction of viscosity growth of emulsified asphalt mortar with different aggregate chemical composition after demulsification. Constr Build Mater. 2025;494:143208. doi:10.1016/j.conbuildmat.2025.143208.
[38] Silva BA, Ferreira Pinto AP, Gomes A, Candeias A. Short- and long-term properties of lime mortars with water-reducers and a viscosity-modifier. J Build Eng. 2021;43:103086. doi:10.1016/j.jobe.2021.103086.
[39] Li T, Nogueira R, de Brito J, Liu J. Underlying mechanisms of the influence of fine aggregates’ content and properties on mortar’s plastic viscosity. J Build Eng. 2023;67:106016. doi:10.1016/j.jobe.2023.106016.
[40] Ren Q, Tao Y, Jiao D, Jiang Z, Ye G, De Schutter G. Plastic viscosity of cement mortar with manufactured sand as influenced by geometric features and particle size. Cem Concr Compos. 2021;122:104163. doi:10.1016/j.cemconcomp.2021.104163.
[41] Gu C, Yang B, Yang F, Ren Q, Silva MCE. Fluidity and rheological properties with time-dependence of cemented fine-grained coal gangue backfill containing HPMC using response surface method. Constr Build Mater. 2024;451:138691. doi:10.1016/j.conbuildmat.2024.138691.
[42] Gu X, Wang S, Liu J, Wang H, Xu X, Wang Q, et al. Effect of hydroxypropyl methyl cellulose (HPMC) as foam stabilizer on the workability and pore structure of iron tailings sand autoclaved aerated concrete. Constr Build Mater. 2023;376:130979. doi:10.1016/j.conbuildmat.2023.130979.
[43] Yin Y, Huang J, Wang T, Yang R, Hu H, Manuka M, et al. Effect of Hydroxypropyl methyl cellulose (HPMC) on rheology and printability of the first printed layer of cement activated slag-based 3D printing concrete. Constr Build Mater. 2023;405:133347. doi:10.1016/j.conbuildmat.2023.133347.
[44] Guo C, Li J, Qu L, Wang R. The role of HEMC and HPMC in the early-stage structure build-up of Portland cement-calcium sulphoaluminate cement composites. Constr Build Mater. 2025;495:143714. doi:10.1016/j.conbuildmat.2025.143714.
[45] Wang Y, Chen M, Sun J, Zhang T. Synergistic effects of superplasticiser, hydroxypropyl methylcellulose and limestone calcined clay on rheological properties of engineered cementitious composites. Constr Build Mater. 2025;499:144108. doi:10.1016/j.conbuildmat.2025.144108.
[46] Cai L, Chen F, Xie D, Ye K. Time-varying work performance of cementitious 3D printing mortar: effect of SAC, H-PC and HPMC. Case Stud Constr Mater. 2025;22:e04809. doi:10.1016/j.cscm.2025.e04809.
[47] Feng K, Xu Z, Zhang W, Ma K, Shen J, Hu M. Rheological properties and early-age microstructure of cement pastes with limestone powder, redispersible polymer powder and cellulose ether. Materials. 2022;15(9):3159. doi:10.3390/ma15093159.
[48] Guo C, Chen N, Wang R. Study on hydroxypropyl methylcellulose modified Portland cement-sulphoaluminate cement composites: rheology, setting time, mechanical strength, resistance to chloride ingress, early reaction kinetics and microstructure. J Build Eng. 2024;98:111070. doi:10.1016/j.jobe.2024.111070.
[49] Wang R, Liu K, Li L, He X, Yang Y, Chen B. Influence of HPMC on the capillary water absorption, pore structure and hydration of the calcium aluminate cement-hemihydrate gypsum mortar. J Therm Anal Calorim. 2024;149(11):5203–14. doi:10.1007/s10973-024-13202-8.