From laboratory innovation to field application: technical validation and performance assessment of alkali-activated concrete in road project
1 Introduction
With the intensification of global warming and the growing urgency to reduce greenhouse gas emissions, the cement industry is facing a major challenge in transitioning toward low-carbon development [1]. In this context, alkali-activated cementitious materials (AAMs), as a novel type of low-carbon binder, have attracted widespread attention both in academia and industry [2]. Compared with ordinary Portland cement (OPC), AAMs utilize industrial solid wastes rich in aluminosilicates as primary raw materials, which not only significantly reduces the consumption of cement clinker and achieves CO2 emission reduction, but also effectively consumes industrial by-products and alleviates environmental pressure. Studies have shown that AAMs are comparable to OPC in terms of mechanical properties and durability, and are therefore regarded as one of the important directions for the sustainable development of the cement industry [3, 4]. In summary, the development of alkali-activated cementitious materials has become a strategic priority for promoting the low-carbon transition of the cement industry and is widely recognized as a cornerstone pathway toward its long-term sustainability [5−7].
For decades, AAMs have encountered persistent barriers to large-scale engineering deployment and commercial adoption—chiefly stemming from two interrelated technical challenges: inherent variability in precursor quality and pronounced drying shrinkage [8–10]. Precursor heterogeneity—manifested as batch-to-batch inconsistencies in chemical composition (e.g., Si/Al ratio, Ca content), crystalline phase assemblage (e.g., presence of quartz, mullite, or reactive glass), and particle size distribution—directly governs alkali–silicate–aluminate reaction kinetics and the nanoscale structure of the resulting gel phase, thereby inducing significant variability in mechanical strength, dimensional stability, and long-term durability. Moreover, the high capillary tension and rapid moisture loss characteristic of alkali-activated concrete (AAC), during early-age drying generate substantial tensile stresses that frequently exceed the developing matrix’s tensile capacity, triggering microcracking that compromises structural integrity, accelerates ingress of aggressive agents (e.g., Cl−, CO2), and ultimately undermines service life and safety-critical performance.
To overcome these persistent bottlenecks, recent research has shifted toward a synergistic strategy integrating multi-component binder design, precise optimization of activator chemistry, and targeted incorporation of functional admixtures-collectively establishing an activity-regulated, multi-waste co-utilization system. The dissolution–polymerization kinetics of aluminosilicate precursors can be effectively controlled by regulating key reaction parameters. These parameters include alkali concentration, silicate modulus, alkali dosage (expressed as Na2O equivalent), and solid-to-liquid ratio. Precise control of these factors promotes the formation of a homogeneous microstructure with low porosity. This microstructure features optimized gel composition and crosslink density. Consequently, drying shrinkage is mitigated and dimensional stability is enhanced. For instance, a ternary precursor system comprising fly ash, ground granulated blast-furnace slag (GGBS), and calcined kaolin—when activated with sodium silicate solution of tailored modulus (e.g., SiO2/Na2O = 1.5~2.0) and controlled alkali dosage (6~8 wt% Na2O eq.)—demonstrates not only excellent workability but also marked improvements in both early-age (1 d) and long-term (28 d) compressive strength. Mechanistic studies confirm that under optimized alkaline conditions, amorphous aluminosilicate phases undergo rapid dissolution followed by reprecipitation into a hybrid binding matrix dominated by highly polymerized N-A-S-H gel and minor zeolitic crystallites; this nanostructured network exhibits high crosslinking degree, low Ca/Si ratio, and uniform spatial distribution—features directly responsible for the superior mechanical integrity, reduced permeability, and enhanced resistance to chloride ion penetration.
Optimizing the balance between setting time and workability remains a critical challenge in translating laboratory-scale findings into field applications: inconsistent rheological behavior and unpredictable initial/final set times disrupt construction scheduling, increase labor uncertainty, and compromise placement quality. Furthermore, under real-world infrastructure conditions—particularly in road construction—fluctuations in ambient temperature and relative humidity, coupled with variability in mixing energy, water dosage, and batching accuracy, introduce significant perturbations to reaction kinetics and microstructural development, thereby undermining long-term structural reliability, durability, and service-life predictability.
In response to the aforementioned technical barriers, the research team at the China Building Materials Academy (CBMA) has conducted systematic, application-oriented R&D and integrated innovation on alkali-activated concrete. Key technological breakthroughs achieved include:
1. Synergistic activation system design: A compositional principle—“highly reactive aluminous precursor + kinetically stable siliceous source + precision retardation”—was established. Calcined product metakaolin and finely ground steel slag were strategically incorporated to modulate the Ca/Si and Al/Si molar ratios of the precursor blend, while trace amounts of phosphate-based and organic acid retarders enabled precise control over setting kinetics. As a result, the concrete maintains a minimum workable time of 200 min under high-temperature summer conditions (ambient temperature is 35°C), ensuring robust constructability.
2. Microstructural engineering for enhanced durability: Functional additives—including nano-silica and polymer-based pore-refining agents—were employed to densify the pore structure and suppress capillary-driven drying shrinkage. Furthermore, a dual-activator system combining sulfate and carbonate ions was adopted to stabilize the reaction pathway, favoring the formation of low-Ca, highly crosslinked N-A-S-H gel with reduced susceptibility to carbonation and leaching. This approach consistently delivers 34 MPa compressive strength at 28 days and limits autogenous plus drying shrinkage to 734 µε (measured per ASTM C157).
3. Scalable manufacturing and field-deployable construction protocols: A rigorous scale-up strategy—from laboratory trials (≤5 L) through pilot-scale production (2~5 m3) to full-scale engineering demonstration (≥500 m³)—was successfully implemented. A standardized, quality-assured construction methodology was developed, encompassing raw material pre-screening and moisture conditioning, sequential dry/wet mixing with strict control over dosing sequence, and mixing duration (±5 s), followed by controlled placement, vibration, and insulated moist curing (≥7 d). This end-to-end protocol ensures batch-to-batch reproducibility and meets the stringent performance specifications required for highway pavement applications.
To date, this alkali-activated concrete technology has been successfully deployed in road construction projects across Changjiang Li Autonomous County, Hainan Province, China, with a cumulative placement volume exceeding 100 m3. Field monitoring confirms that the on-site mixed material exhibits excellent fresh-state workability, slump of 240~260 mm and slump flow of 650~700 mm (Figure 1)—and achieves a 28~32% reduction in early-age traffic opening time relative to conventional Portland cement concrete under matched curing conditions. Critically, these performance metrics have been consistently replicated across multiple pours and under high-temperature summer conditions reaching up to 35°C, conclusively confirming the field reliability and process robustness of this technology. These outcomes substantiate that alkali-activated concrete has transitioned from laboratory-scale proof-of-concept to a technically mature, field-proven solution, establishing a scalable, standards-aligned pathway for decarbonizing infrastructure-grade concrete.
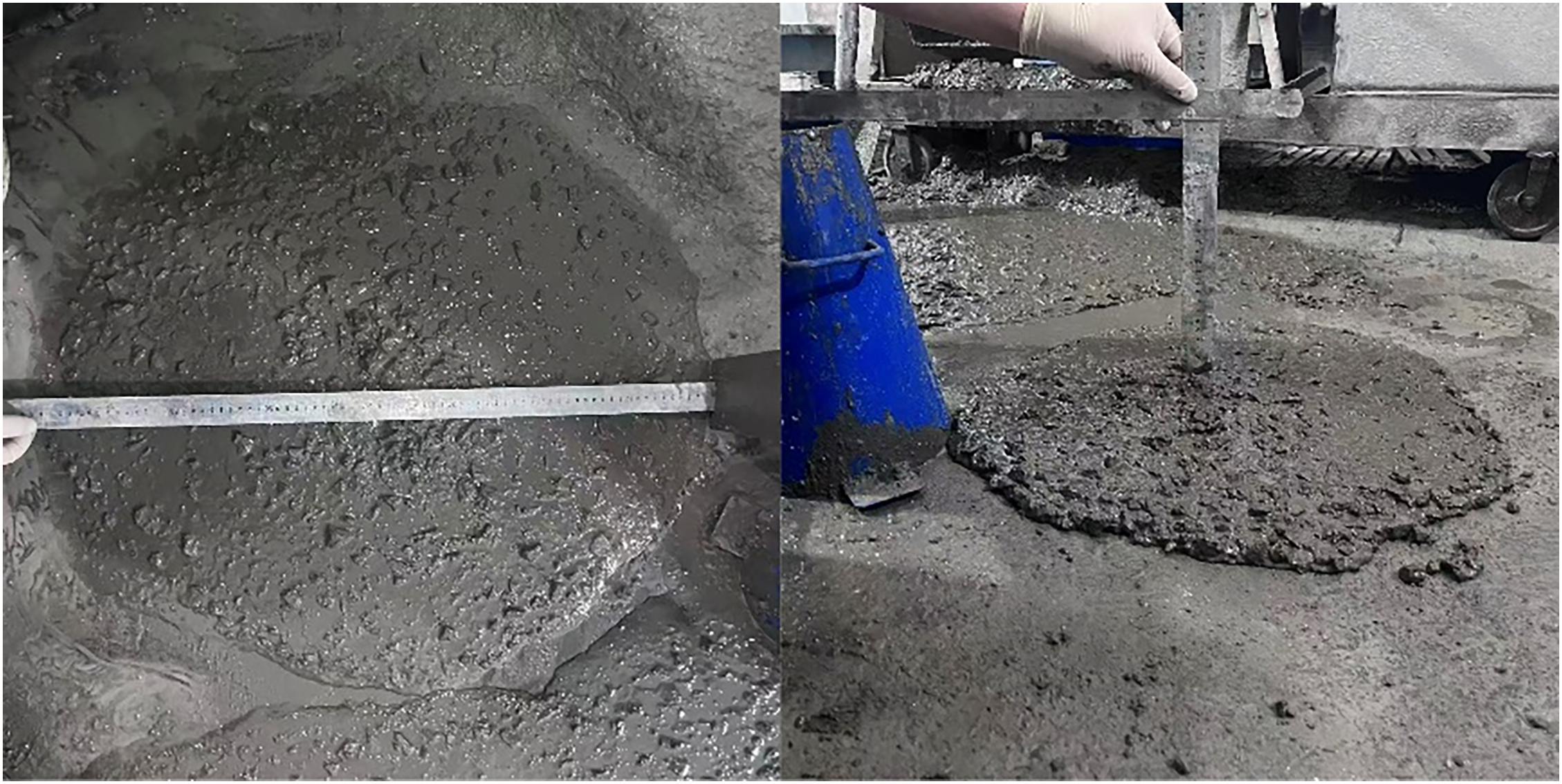
Figure 1 AAC workability in Pilot

Figure 2 Field photograph of the completed pavement section at the demonstration site

Figure 3 Nighttime placement and finishing operations of AAC under field conditions
3 Key industrialization challenges for alkali-activated concrete
Despite demonstrating exceptional mechanical performance and significant decarbonization potential in controlled laboratory investigations, alkali-activated concrete faces four interrelated barriers to scalable industrial deployment and widespread engineering adoption:
1. Raw material variability and quality assurance: Core precursors—including coal-derived fly ash, and blast-furnace slag—are industrial by-products whose chemical composition (e.g., SiO2/Al2O3/CaO ratios), mineralogical phase distribution (e.g., glass content in slag, mullite/cristobalite in fly ash), particle size distribution, and pozzolanic reactivity exhibit batch-to-batch and source-to-source variability. Critically, elevated unburned carbon in fly ash inhibits alkali–silica reactions; low glass content in slag reduces latent hydraulic potential; and fluctuations in alkali equivalent (Na2O eq) directly compromise activation kinetics, rheological stability, and 28-day compressive strength reproducibility. Consequently, implementing a robust supply-chain framework—encompassing supplier qualification, incoming material certification (per ASTM C618/C989), on-site pre-blending homogenization, and real-time XRF-based elemental screening—is indispensable for achieving consistent product performance.
2. Activator formulation adaptability and process control: Sodium silicate (water glass) modulus (Ms = SiO2/Na2O molar ratio) and total alkali dosage must be precisely calibrated against precursor reactivity and ambient conditions. Current practice relies on static, pre-determined formulations, lacking integrated sensors for in-line measurement of slurry pH, conductivity, or viscosity, and absent closed-loop feedback to adjust activator dosing during batching. This results in high inter-batch variability in setting time (±45 min), flow retention (±80 mm slump loss over 60 min), and early-age strength gain (±12 MPa at 24 h)—undermining constructability and quality assurance at ready-mix plants.
3. Mixing protocol sensitivity and climate-resilient construction: Alkali-activated systems require strict adherence to sequential dry/wet mixing protocols (e.g., dry-blending precursors for ≥90 s prior to activator addition) and precise thermal management. Conventional drum mixers fail to ensure uniform activator dispersion, leading to localized under-activation and microstructural heterogeneity. Furthermore, the strong temperature dependence of reaction kinetics necessitates season-specific execution strategies: accelerated evaporation and premature stiffening in summer (≥35°C) demand evaporative retardants and shade-cooling; conversely, temperatures below 10°C suppress geopolymerization, requiring heated aggregates, insulated transport, and extended moist curing—highlighting the need for codified, climate-adaptive construction guidelines.
4. Durability validation gaps and regulatory immaturity: While accelerated laboratory testing (e.g., ASTM C666 freeze-thaw, ASTM C1202 rapid chloride penetration) indicates promising resistance to chloride ingress, sulfate attack, and carbonation, field-validated long-term performance data—particularly under coupled environmental–mechanical stressors (e.g., diurnal thermal cycling + vehicular fatigue + de-icing salt spray)—remain scarce beyond 3-year monitoring periods. Crucially, national and international standards (e.g., ASTM C1709, EN 206, JTG F30) lack provisions for alkali-activated binders in pavement design, mixture proportioning, quality control testing, or service-life prediction models. The absence of standardized specification pathways impedes third-party certification, limits insurance coverage, and constrains procurement eligibility—constituting the most critical non-technical barrier to market entry. Key Challenges and Countermeasures for the Industrialization of Alkali-Activated Concrete are shown in Figure 4.
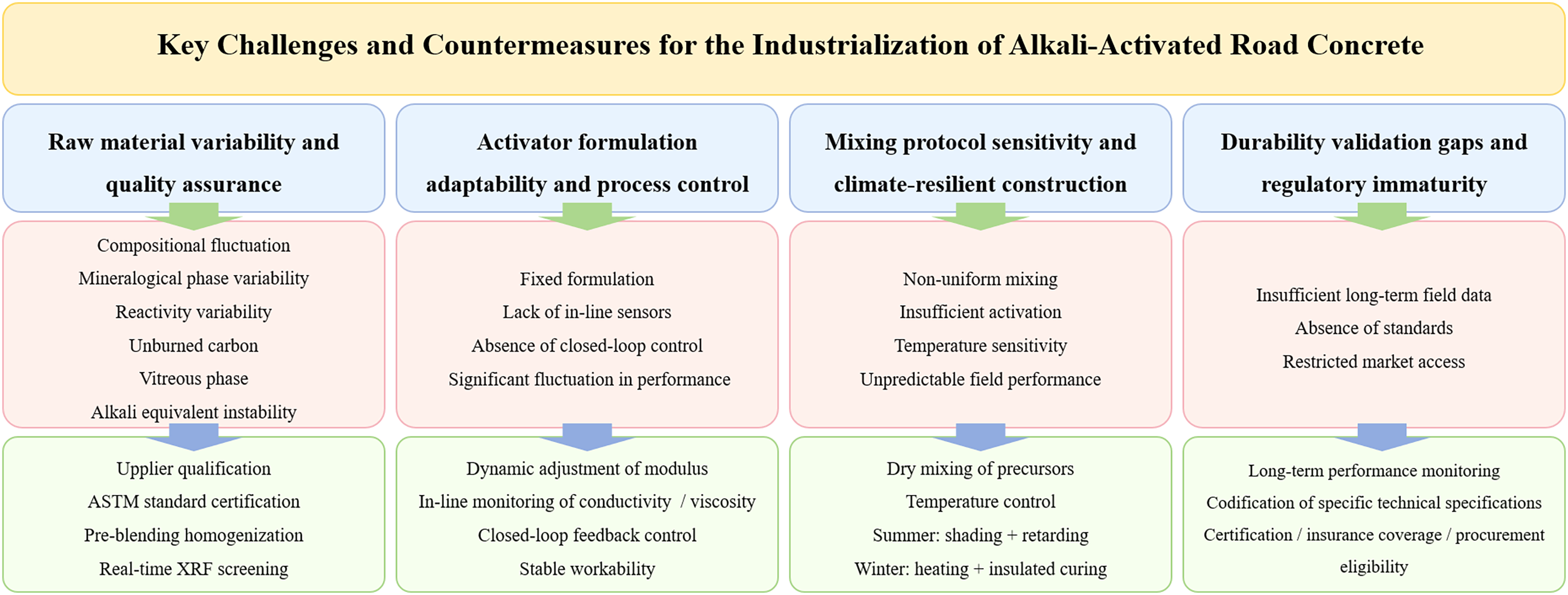
Figure 4 Key Challenges and Countermeasures for the Industrialization of Alkali-Activated Concrete
4 Life-cycle and performance advantages
A demonstration-based, cradle-to-gate life cycle assessment (LCA) reveals that alkali-activated concrete achieves a net CO2-equivalent emission of 245 kg per metric ton of binder—approximately 70–75% lower than conventional Portland cement concrete (typically 800–1000 kg CO2-eq/t). This reduction stems primarily from the elimination of clinker calcination (responsible for ~60% of OPC emissions) and the valorization of industrial solid wastes (e.g., Class F fly ash, granulated blast-furnace slag) as primary aluminosilicate precursors. However, it should be noted that although the carbon emissions of the alkali-activated concrete in this study are significantly lower than those of traditional cement, its carbon footprint is still substantially influenced by key components—such as highly alkaline chemical activators and calcined metakaolin. Therefore, while acknowledging the current emission reduction achievements, how to further mitigate the environmental impact of these components has become a key focus of our ongoing research. At present, various practical approaches have been undertaken to reduce the carbon footprint of AAC, including: the development of waste-based activators, optimization of activator dosage and formulation, expanded application of low-grade natural minerals and uncalcined industrial wastes, and reduction of activation temperature requirements. Through these multi-pathway synergistic innovations, the carbon footprint of alkali-activated cementitious materials is expected to be further reduced.
Meanwhile, the superior mechanical and durability performance of alkali-activated concrete arises from the formation of highly crosslinked, low-calcium geopolymeric gels—predominantly N-A-S-H (sodium aluminosilicate hydrate) or C-A-S-H (calcium aluminosilicate hydrate)—alongside minor zeolitic crystalline phases (e.g., sodalite, cancrinite) under alkaline activation. These reaction products yield an exceptionally dense microstructure characterized by ultra-low total porosity (9%), nanoscale pore refinement (median pore diameter < 15 nm), and reduced connectivity of the capillary network. Critically, this architecture integrates covalent Si-O-Al/Si-O-Si bonding with nano-filler effects, conferring not only high compressive strength (34 MPa at 28 days) but also exceptional resistance to chloride ion penetration (charge passed 768 C in ASTM C1202), carbonation (penetration depth 4 mm after 90 d), and sulfate attack—thereby establishing a robust foundation for long-term serviceability in demanding road infrastructure applications.
As shown in Table 1, alkali-activated cementitious materials demonstrate the potential for large-scale production and application, and have significant application prospects in road construction and other environments. The research team of China Building Materials Academy (CBMA) has obtained multiple patents around this material and its preparation technology. Against the backdrop of global sustainable development, this technological breakthrough is driving the cement industry towards more efficient and environmentally friendly production methods. With the growth in global demand for green building materials and the advancement of China’s “dual carbon” strategy, the large-scale application of alkali-activated cementitious materials is expected to witness significant development. Relevant innovations are gradually moving from the laboratory to industrial production and being transformed into actual productive forces.

Successful field deployment of alkali-activated concrete in road infrastructure represents a pivotal milestone in the cement industry’s transition to low-carbon manufacturing. By integrating optimized mixture design, tailored activator formulations (e.g., hybrid NaOH–sodium silicate systems), nanostructural engineering (e.g., controlled N-A-S-H gel density and pore architecture), and climate-adapted construction protocols—this technology enables 30–40% displacement of Portland cement while maintaining ≤260 kg CO2-eq/t binder emissions. Critically, the resulting concrete satisfies all performance criteria for high-volume highway pavements per AASHTO R 35 and JTG D40.
Nonetheless, full-scale commercialization hinges on resolving four interdependent enablers: (i) establishment of a national raw material characterization database—standardizing geochemical, mineralogical, and reactivity profiles for fly ash, and slag across supply chains; (ii) development of AI-driven, real-time batching control systems capable of dynamic activator dosage adjustment based on in-line rheometry and conductivity feedback; (iii) implementation of instrumented long-term field monitoring networks (e.g., embedded strain gauges, chloride sensors, thermal arrays) to generate statistically robust 10+ year performance datasets under actual traffic and climatic loads; and (iv) codification of dedicated technical specifications-including material acceptance criteria, mixture proportioning guidelines, quality assurance testing protocols, and service-life prediction models-within national standards (e.g., GB/T, CJJ) and international frameworks (e.g., ISO/TC 71, RILEM).
Under China’s “dual carbon” policy framework and accelerating global demand for verified low-carbon construction materials, alkali-activated concrete is positioned not merely as an alternative binder, but as a systemic enabler of sustainable transport infrastructure. Its demonstrable alignment with decarbonization targets, coupled with validated field performance and growing industrial readiness, confirms a clear and accelerating pathway from pilot-scale validation to nationwide deployment in expressways, urban arterials, and heavy-duty industrial pavements.
Acknowledgement
The research and development of AAC has been supported by the National Key R&D Program of China during the 14th Five-Year Plan Period (No. 2022YFC3803102) and the National Natural Science Foundation of China (No. 52341202).