Ein neuer Klinkerkühler für Wössingen – Bauen im Bestand

1 Einleitung
Im Rahmen der Modernisierung des Zementwerkes Wössingen wurde während des laufenden Betriebes ein neuer Vorwärmerturm und Klinkerkühler errichtet. Dieser soll im Frühjahr 2009 während eines Anlagenstillstandes an die vorhandene Infrastruktur angeschlossen und in Betrieb genommen werden. Um die Transportwege zwischen der neuen Ofenlinie und den vorhandenen Werksanlagen möglichst kurz zu halten, musste die neue Linie nahe an dem vorhandenen Ofen errichtet werden. Die beengten räumlichen Verhältnisse erforderten dabei einen etwas unkonventionellen Bauablauf. Zuerst musste der neue Klinkerkühler in einer schmalen Nische zwischen vorhandenen Lepol-Ofen und Transformatorstation errichtet werden, um bei den Baumaßnahmen überhaupt eine akzeptable Zugänglichkeit zu gewährleisten. Ebenso schwierig war es, genügend Freiraum für die spätere Zugänglichkeit der Anlage bei Wartungsarbeiten einzuplanen.
2 Entscheidung für einen neuen Kühler
Der Umbau einer Zementofenlinie vom Halbtrocken- auf das Trockenverfahren erfordert wesentliche Änderungen am Prozessschema und an der Anlagentechnik. Der Umbau des Vorwärmers auf Vorkalziniertechnik bedingt eine Erweiterung des Lepol-Gebäudes in Grundfläche und Höhe, häufig in Form eines baulich getrennten Wärmetauscherturms. Aufgrund der sehr eingeschränkten Zugänglichkeit in das Brennergebäude wäre der Umbau des vorhandenen Rekupol-Klinkerkühlers ähnlich komplex gewesen. Beide Bauvorhaben hätten zu einem mehrmonatigem Anlagenstillstand und nicht akzeptablen Produktionsausfällen geführt, wobei die Zahl der weiterhin nutzbaren Anlagenteile gering bleibt. Die Integration eines neu gebauten Vorwärmers, Ofen und Klinkerkühlers in die vorhandene Werksinfrastruktur war dementsprechend die wirtschaftlichere Option.
3 Technisches Konzept und Besonderheiten
Die beengten Platzverhältnisse (Bild 1) bedurften bezüglich Länge und Breite einer flexiblen Kühlerauslegung. Der Einbauort in eine Nische verhindert den Einsatz eines Kühlers, bei dem große Standardmodule die Breite festschreiben. Lafarge Zement entschied sich, einen IKN-Pendelrostkühler zu installieren. Die Kombination KIDS (clinker inlet distribution system) als fester Einlauf, gefolgt von einer durchgehenden Rostfläche, gewährleistet beim IKN Pendelrost auch bei einem höheren Längen-Breiten-Verhältnis eine geringe Klinkerumwälzung entlang der Förderstrecke.
Die Rostplatten zur Belüftung des Klinkerbettes sind auf Rostträgern angeordnet. Dabei ist nur jede dritte Rostplattenreihe beweglich und übt die Schubbewegung zur Klinkerförderung aus. Feste und bewegliche Reihen werden auf unterschiedlichen Tragstrukturen montiert. Die Tragstruktur der beweglichen Rostplattenreihen ist ein verbundener, formstabiler Schwingrahmen (Bild 2),
bestehend aus Pendelbalken, Schwingholmen und Antriebsjoch. Er wird von den LPS-Pendelstationen (Bild 3) getragen (linear pendulum support), die in das untere Kühlergehäuse integriert sind. Da das Antriebsjoch Teil der Einheit Schwingrahmen ist, kann der Rostantrieb durch einen einzelnen Hydraulikzylinder erfolgen.
Die Rostplattenträger auf dem Schwingrahmen bilden die Referenz für die Ausrichtung der festen Rostplattenträger. Der Schwingrahmen wird während der Fertigung zusammengesetzt und die Auflageflächen für Rostträger werden in einem abschießenden Arbeitsgang spanend bearbeitet. Ein individuelles Ausrichten der nicht beweglichen Rostplattenreihen ist konstruktiv gegeben.
Die LPS-Pendelaufhängung ist verschleißfrei und gewährleistet eine lebenslange, präzise, quasi lineare Bewegung. Dieser Umstand erlaubt es, die Größe der Schubspalte auf die Geometrie der Rostplatten mit ihren formgenauen Coanda-Düsenschlitzen anzupassen und eine gleichmäßige Luftverteilung einschließlich einer Kühlung der Rostplatte sicherzustellen.
4 Welche räumlichen/logistischen Gegebenheiten waren zu berücksichtigen?
Der vorhandene Werksgrundriss erlaubte als Einbauraum für den neuen Kühler nur eine schmale Lücke von 12 m Breite, die aber erst noch durch den Abriss eines vorhandenen Kantinengebäudes freigemacht werden musste. Bei einer Kühlerbreite von 4,5 m (außen) verblieb nur noch wenig Installationsraum für Treppen, Wartungsbühnen, Ventilatoren und Nebenaggregate des Klinkerkühlers - die Anlagenplaner wurden vor die schwierige Aufgabe gestellt, in der Nische jeden Quadratmeter optimal zu nutzen (Bild 4).
Den vertikalen Bezugspunkt für die neue Ofenanlage definierte ein alter, zentraler Kabeltunnel, der im Bereich des geplanten Klinkerkühlers nur knapp unter der Geländeoberfläche verlief. Aufgrund der hier vorhandenen Altinstallationen durfte der Tunnel in keiner Weise verändert werden; ein Keller konnte somit nicht genutzt werden und alle Anlagenteile mussten in die Höhe gebaut werden. Der Klinkerkühler wurde auf eine 3 m hohe Stahlplattform gesetzt, um am Klinkeraustrag genügend Bauhöhe für ein oberirdisches Kurzzellenband zu erhalten. Aber auch der schmale Baugrundriss erforderte weiteres Bauen in die Höhe. So wurden in dem Ofenfundament #3 auf zwei Ebenen 3 Kühlerventilatoren untergebracht; die üblicherweise in diesem Bereich angeordnete Hydraulikstation für den Kühlerantrieb wurde dafür in das Ofenfundament #2 verschoben – bei entsprechend verlängerten Rohrtrassen. Die übrigen 4 Kühlerventilatoren wurden entgegen der üblichen Anordnung um 90 ° gedreht aufgestellt, um damit in eine schmale Gasse zwischen dem Kühler und einem Transformatorgebäude eingepasst werden zu können. Für spätere Wartungsarbeiten sind diese Gebläse nur von der Brennerbühne aus mit einem Brückenkran erreichbar - und das auch erst nach dem Herausnehmen einiger Bodenplatten aus der Brennerbühne (Bild 5).
Die oberirdische Anordnung aller Maschinen und Aggregate vermeidet jegliche Gruben in unmittelbarer Umgebung von Vorwärmer und Kühler, wodurch das Gefahrenpotenzial im Falle eines Heißmehlaustrittes stark reduziert wird.
5 Zeitlicher Ablauf der Installation und Integration in das Gesamtkonzept
Im August 2007 erhielt IKN von Lafarge Zement den Auftrag für das Engineering und die Lieferung des Klinkerkühlers einschließlich Ofenkopf und Walzenbrecher. Die für das Frühjahr 2009 geplante Inbetriebnahme der Anlage diktierte dabei einen engen Zeitplan für die Meilensteine: Vorlage des Basic Engineering für die Bauplanung im Oktober 2007, Fundamentarbeiten im April 2008, Lieferung aller Bauteile bis Juni 2008, Vor- und Hauptmontage ab Juli 2008.
Die Fertigung der wichtigen Funktionsteile des Klinkerkühlers wie Schwingrahmen, Hydraulikantrieb und Walzenbrecher erfolgte komplett in deutschen Werkstätten. Im Zuge der Qualitätssicherung wurden diese Teile auch vollständig voraufgebaut und getestet, um jegliches Montagerisiko auf der Baustelle auszuschließen.
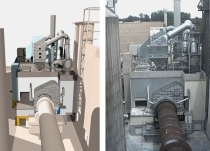
Im Juli konnten die Montagearbeiten für den Kühler parallel zu den Arbeiten am Vorwärmerturm planmäßig beginnen. Zuerst wurde die Tragstruktur (Bild 4) aufgestellt, dann Schritt für Schritt in die Höhe das untere Kühlergehäuse mit der Rostbahn. Der 3-Rollen-Walzenbrecher (Bild 6) wurde nach Abnahme und Funktionsprüfung als komplette Maschine mit einem Tieflader auf die Baustelle transportiert und konnte hier ohne weiteren Montageaufwand auf die vorbereiteten Schienen am Kühler aufgesetzt werden. Genauso wurde das Hydraulikaggregat für den Rostantrieb, zusammen mit der SPS, als fertige und funktionsgeteste Einheit versandt und montiert.
6 Gemeisterte Herausforderungen
Die Phase des Basic Engineering war durch intensive Koordinierung zwischen den Projektpartnern gekennzeichnet, um den Anforderungen eines Bestandsprojektes mit beengten Platzverhältnissen Rechnung zu tragen. Zu nennen wäre hier insbesondere die Gefahrenminderung im Falle eines Heißmehlaustrittes, ein guter Zugang für Inspektions- und Wartungszwecke, Wahrung der bestehenden Infrastruktur sowie Anwendung einer Stahlplattform (Bild 7) zur Minimierung von Fundament- und Betonbauarbeiten zur Installation des neuen Pendelrostkühlers. Die Lieferung der Kühlerteile erfolgte termingerecht und die problemlose Montagephase bestätigte die intensive Planungsarbeit. Aufgrund der Funktionstests vor Versand ist die Kaltinbetriebnahme ohne Vorkommnisse planmäßig verlaufen und es sind alle Vorbereitungen für eine reibungslose Heißinbetriebnahme zum Ende des 1. Quartals 2009 getroffen.