Moderne Zementproduktion mit hoher Substitutionsrate













Siehe auch ZKG Fachexkursionen
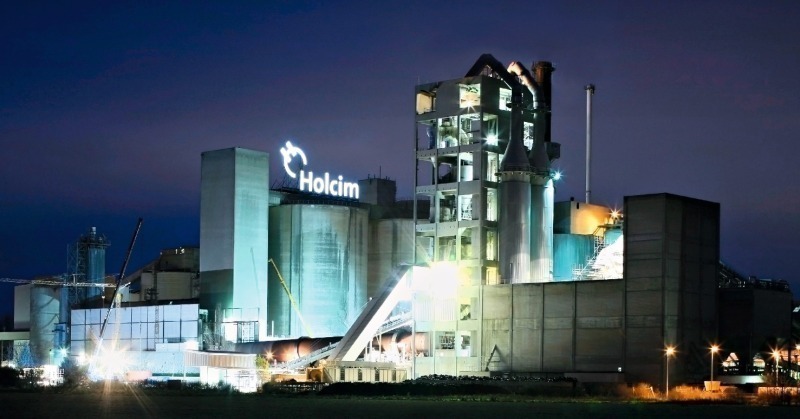
Vom 13.-14.04.2011 hatte die ZKG INTERNATIONAL gemeinsam mit dem Zementwerk Höver (Bild 1) von Holcim 50 Studenten der Universität Hamburg eingeladen, um interessante Arbeitsgebiete für Studierende aus den Fachbereichen Verfahrenstechnik und Maschinenbau vorzustellen. Unterstützt wurde die Veranstaltung diesmal von der Holcim (Deutschland) AG mit der Werksgruppe Höver rund um den Werksleiter Marius Seglias. Namhafte Firmen aus dem Maschinen- und Anlagenbau haben die Veranstaltung unterstützt: Die Christian Pfeiffer Maschinenfabrik GmbH, die Aumund Fördertechnik GmbH, IKN GmbH Ingenieurbüro-Kühlerbau-Neustadt und KHD Humboldt Wedag AG.
Nach einer kurzen Einführung durch Christian Reinke, Anzeigenleiter ZKG INTERNATIONAL, startete auch gleich das Vortragsprogramm. Zwei bewährte Mitarbeiter von Holcim, Dr. Klaus Ellwanger und Helge Heinemeyer, stellten das Zementwerk Höver vor. Schon immer war man in Höver bestrebt, durch kontinuierliche Verbesserung und Optimierung die ökonomische und ökologische Wettbewerbsfähigkeit sowie die Akzeptanz in der Nachbarschaft weiter auszubauen (s. auch Reportage auf Seite 29). Höver war in Deutschland z.B. der Vorreiter in Sachen Umrüstung von Elektro- auf Schlauchfilter. 1998 wurde der Hauptfilter, 2003 der Bypassfilter umgerüstet. Heute zeichnet sich das Werk mit einer Brennstoff-Substitutionsrate von ca. 70 % durch eine umweltfreundliche und hoch-effiziente Zementproduktion aus.
Im Anschluss an die Einführung ins Werk stellte Jens Breidenbach, Process Engineer – KHD Humboldt Wedag GmbH, Köln/Deutschland, die Anforderungsprofile eines Turnkey-Anlagenbauers vor. Breidenbach, der in der thermischen Verfahrenstechnik bei KHD arbeitet, leitete ein, dass die Firma bei einer der letzten Studentenexkursion bereits gute Kontakte machen konnte, die noch immer bestehen. Unterstützt wurde Jens Breidenbach von Corinna Bergemann, Marketing Manager EMEA/Russland bei KHD. Der Kölner Anlagenbauer bietet Anlagentechnik und Engineering vom Steinbruch bis zur Packanlage an. Etwa 55 % der Anlagen können dabei mit eigenem Equipment geliefert werden, der Rest wird zugekauft. Bereiche, die mit KHD-Equipment ausgeführt werden können sind u.a. die Mahlung der Rohkomponenten, das Pyroprozess-System sowie die Klinkervermahlung. Breidenbach ging besonders auf die in den Kernbereichen von KHD ablaufenden Prozesse, z.B. in den nach dem Gegenstromverfahren arbeitende Zyklonvorwärmer, ein. Ein spezielles Design der Zyklone erlaubt geringen Druckverlust bei hoher Effizienz. Der KHD-Vorkalzinierer kann je nach Kundenanforderung in verschiedenen Ausführungen geliefert werden, z.B. mit emissionminderndem LowNOx-Kalzinator sowie, als weitere, sehr flexible Variante zur Verbrennung von mitunter sogar stückigem EBS, mit Combustion Chamber Kalzinator. KHD hat zwei Brenner, den Pyrojet® und den Pyrostream® mit Leistungen bis zu 250 MW und Ausmauerungslängen bis 12 m, sowie zwei moderne und effiziente Klinkerkühler, den Pyrofloor® - und den Pyrostep®-Kühler, im Produktportfolio.
Dann stellten Eva Schneider und Jörg Hammerich das Leistungsspektrum der Firma IKN vor. Ursprünglich aus dem Kühlerbau kommend, bietet IKN durch die Verbindung mit PSP Engineering vermehrt auch weitere Anlagenkomponenten wie Drehrohrofen und Wärmetauscher an. Ein interessanter Aspekt war die „papierlose“ Abwicklung von internationalen Projekten am Beispiel eines Auftrages im Iran. Da nur sehr wenige Zeichnungen und Dokumente auf Papier verschickt wurden, konnte das Projekt besonders schnell und effizient abgewickelt werden. Aber IKN hat auch besondere Verbindungen zum Werk Höver. Die Firma hatte dort den alten Satellitenkühler gegen einen modernen Rostkühler ausgetauscht. Um den Anlagenstillstand möglichst kurz zu halten, waren eine sehr detaillierte Planung aller Montageabläufe sowie die Vormontage einzelner Anlagenkomponenten nötig. Im Rostkühler in Höver wird die ca. 400 °C heiße Mittenluft entnommen und für die Trocknung von Hüttensand verwendet. Eva Schneider stellte dann noch die Anforderungen des Neuanlagen- und Modernisierungsgeschäftes vor. Nur durch sorgfältige Vorplanung bereits in der Konzeptphase können Alternativen abgewogen und zielführende Entscheidungen getroffen werden. Dies ist eine weitere Voraussetzung, um Projekte – wie immer häufiger gewünscht – in extrem kurzer Zeit erfolgreich abzuwickeln.
Jürgen Lenze ging auf das Produktportfolio der Christian Pfeiffer Maschinenfabrik (CPB) in Beckum ein. Das Unternehmen wurde 1925 gegründet und liefert Anlagenkomponenten, optimiert bestehende Anlagen und konzipiert neue Mahlanlagen. Besonders interessant für die angehenden Maschinenbauer und Verfahrenstechniker waren die Anforderungsprofile bei der Konstruktion von Kugelmühlen. Technische Weiterentwicklungen haben es ermöglicht, dass z.B. seit einigen Jahren der Materialtransport durch die Übertragtrennwand zwischen Grob- und Feinmahlkammer auch außerhalb des Luftstroms möglich ist. Lenze wies auf die gestiegenen Anteile von Kompositzementen und die damit verbundenen erhöhten Anforderungen an Mühlenpanzerung und Kugelfüllung hin. Im Anschluss daran vermittelte er eine Einsicht in die Sichtertechnik. Die Fertiggutabscheidung aus der Sichtluft kann mittels Zyklonabscheidern erfolgen oder durch einen Prozessfilter. Die letztere Möglichkeit bietet zudem die Möglichkeit, die Zementtemperatur durch Zuführung von Frischluft deutlich zu reduzieren. Alternativ besteht die Möglichkeit dieses auch durch einen Pulverkühler zu realisieren, der materialschonend im Gegenstromprinzip arbeitet und ebenfalls zum Produktportfolio von CPB gehört. In einem weiteren Teil seines Vortrages ging Lenze auf realisierte Projekte aus den VAE/Russland, Ukraine und Rumänien ein. In Deutschland hat CPB 2010 bei Wotan Zement eine komplette Turn-Key Mahlanlage mit Hochleistungssichter QDK 33-NZ erfolgreich installiert. Hier waren ein geringes Platzangebot, ein Werk in Hanglage, hohe Auflagen hinsichtlich der Schallemissionen und ein Standort im Trinkwasserschutzgebiet besondere Herausforderungen. Bei Wotan werden Hüttensand, Klinker und Zumahlstoffe gemeinsam vermahlen, wobei der feuchte Hüttensand in einer separat installierten Anlage mit Fliesbetttrockner vorgetrocknet wird. Bei CPB geht die Entwicklung kontinuierlich weiter, sowohl im Bereich der Optimierung vorhandener Maschinen und Komponenten als auch in der Entwicklung neuer Maschinen.
Zum Abschluss des technischen Teils stellte Reiner Furthmann, Technischer Leiter, Aumund Fördertechnik GmbH, Rheinberg, kurz das Produktportfolio für die Zementbranche vor. Ihn unterstützte Jens Kellersmann, Leiter Marketing. Aumund sieht seine Expertise besonders beim Austrag schwieriger Schüttgüter. In anschaulicher Weise konnte Furthmann die Brücke zwischen industriellen Anforderungsprofilen und der Schüttgutmechanik anhand verschiedener Prozesskomponenten veranschaulichen. Auswahlkriterien für Austragssysteme sind im Wesentlichen die Schüttguteigenschaften, die Silo- oder Bunkerform sowie die prozesstechnischen Anforderungen. Am Beispiel von Plattenband, Gurt- oder Trogkettenförderern, sowie speziellen Austraggeräten mit Räumrädern zeigte er, wie Anlagentechnik und Schüttguteigenschaften voneinander abhängen und nach welchen Kriterien die Auswahl des optimalen Austragssystems erfolgen kann.
Schließlich ging Gerald Gibalowski, Personalleiter im Werk Höver, darauf ein, wie ein möglicher Karrierestart bei Holcim aussehen könnte. Am Beispiel verschiedener Qualifikationswege im Werk vermittelte er, welche Anforderungen an Bewerbung, Vorstellung und Beschäftigung möglicher Mitarbeiter im Werk gestellt werden. Ständig werden für technisch anspruchsvolle und interessante Arbeiten aktive und kompetente Mitarbeiter gesucht, so z.B. auch mit Anzeigen in diesem Heft auf den Seiten 88 und 89.
Zwischen den Vorträgen hatten die Teilnehmerinnen und Teilnehmer Gelegenheit, theoretische Informationen aus den Vorträgen im Rahmen einer Besichtigung mit der Praxis im Werk Höver zu verknüpfen. In zwei Gruppen wurden die Teilnehmer durch das Werk geführt. Von der Rohmaterialanlieferung aus dem Steinbruch (Bild 2), über den Vorwärmerturm und die die Ofenlage bis hin zur Zementmühle und zum Versand wurden alle Prozessschritte unter der sachkundigen Leitung von Dr. Ellwanger und Herrn Heinemeyer besichtigt und es bestand viel Zeit für interessierte Zwischenfragen und Vertiefungen des Gehörten (Bild 3).
Die Exkursion wurde auch dieses Jahr von Prof. Dr.-Ing. Martin Geweke und Prof. Dr.-Ing. Theodor Hesse von der Hochschule für angewandte Wissenschaften in Hamburg (HAW) organisatorisch unterstützt und begleitet. So konnte bei vielen Fragestellungen bereits in den Vorträgen direkt die Brücke zwischen industrieller Anwendung und dem, was in den Vorlesungen gelehrt wird, geschlagen werden. Die Referenten machten einhellig deutlich, dass neben fachlicher Kompetenz vor allem die Bereitschaft zu internationalen Reisen in einem sehr global aufgestellten Umfeld gefordert sind. Durch eine sehr aktive und vor allem interaktive Kommunikation während der Vorträge und danach konnten die Teilnehmerinnen und Teilnehmer das Gehörte gemeinsam mit den Referenten vertiefen und mit dem Lehrstoff vergleichen.